营口供应高频焊翅片管型号,不锈钢翅片管
高频焊翅片特点“1、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、 防腐性能、耐磨性能、低的接触热阻 、高的稳定性、防积灰能力。3、换热面积大。
高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的方法。
钢制翅片管散热器的热媒可以用热水或者蒸汽,热媒通过散热设备,主要的则是以热传热的方式进行散热。所以这种散热设备通常被称为对流散热器。钢制翅片管对流散热器的主要组成部分便是内部机芯和外部的导流板外罩两大部分。内部机芯选用高频焊翅片管作为原材料可以更好地发挥散热的效果,而外部的导流板外罩不仅可以给散热器提空美观的外观更可以有效的加热冷空气,促进热传导和散热率。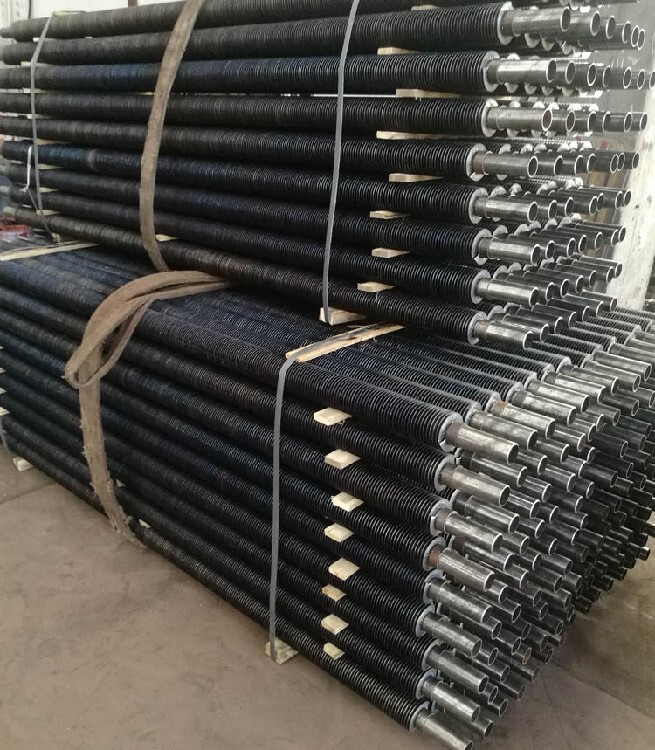
翅片管散热器适用于各种不同的热源介质中,适用于高温热水、蒸汽以及导热油等,同样都可以换热出理想的热量效果。其在不同的热源介质中亦被称之为工业蒸汽散热器、蒸汽散热器、工业导热油散热器等,这是根据其内部介质的特征来进行定义的,同样也可以根据其使用安装环境来命名,能够将温度更快更好的实施升高,相对来说,里头层数越多,那便是空气实施加热的次数越多,同时所吹出的空气(热风)温度也就越高,至于到底该使用几层散热结构,要根据所需要烘干的空气温度而确定。翅片管式散热器片在工业的烘干机设备中,作为较为普遍应用的散热元件来说,同样可根据实际的设备安装需求而进行特定的定制加工,散热翅片管的材质同样要根据安装使用环境和热源介质的实际情况来进行选用。在食品类烘干作业中,往往会选用无缝钢管加铝质散热翅片的散热管来进行加工制作,在工业品的烘干作业中,往往会选用无缝钢管加钢翅片的散热管来进行加工制作。内部的所使用的热源介质可。有热水、蒸汽以及导热油等,加厚的国标无缝钢管作为翅片管的基管。工业翅片管散热器在原有散热效果好的基础上,开发研制了不使用挡板做封头,换做使用大于散热器主管的光管为封头,在原有散热量的基础上不仅仅提高了散热效果,关键是散热器承压能力的提高,散热器管径比较粗,供水试压瞬间压力大,避免老套的挡板做封头突然鼓裂的众多意外。管径主要型号20(6分)、25(1寸)、32(1寸2)、40(一寸半)、60(2寸)、76(2寸半)、89(3寸)、114(4寸)、133—(5寸)、159(6寸)、219(8寸)。 翅片管散热器在进行安装的时候应该禁止直接使用进出口管路来作为支撑支架并且根据其介质的不同设置其不同的疏水阀,只有如此才能够翅片散热器拥有更加稳定且散热性能。
这种翅片管换热器是立式结构,两侧有安装支架,翅膀形状,只需与现场的支架就位后用螺丝螺栓固定连接就可以了,安装较为方便。圆变方的接口是与风机风管相连接的,尺寸规格都是根据标准要求制造,再把管路法兰与介质连接,装上阀门就可以使用。 翅片管换热器还需外观几何尺寸的检验,再出具检测报告。表面除油除锈,再经过几道油漆处理工艺就可以发货了
套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。









