上海超声冲击设备型号
JG-90超声波消除应力机详细参数
1、输出功率:1500W
2、输出频率:20KHz
3、输出振幅:100±5um
4、换能器类型:压电陶瓷
5、连续工作时间:18h
6、冷却方式:风冷
7、处理速度:0.1m~0.5m/min
8、电压:AC 220V 50HZ
9、冲击枪重量:3.6KG
超声波焊接应力消除设备的基本原理
超声波焊接应力消除设备的基本原理就是利用大功率超声波推动冲击工具以每秒二万次以上的频率冲击金属物体表面,由于超声波的高频、和聚焦下的大能量,使金属表层产生较大的压缩塑性变形;同时超声波焊接应力消除设备波改变了原有的应力场,产生一定数值的压应力;并使被冲击部位得以强化。
所以超声波焊接应力消除设备能够显著提高金属焊接接头及结构的疲劳强度,大幅度延长其疲劳寿命;消除残余拉应力,并使被冲击部位产生压应力,从而提高工件的承载能力;有效改善焊趾的几何形状,大大降低焊趾处的应力集中系数,其效果大大优于TIG工艺;消除焊趾表层微小裂纹和焊接缺陷,抑制裂纹提前萌生;强化金属零件表面,提高表面质量和使用寿命。该设备、节能、、使用方便,不受工件形状、场地、环境的限制,处理效果显著。
超声波焊接应力消除设备提高焊接接头疲劳性能的基本原理
金属结构件在焊接时,普遍采用熔化焊接的方法,在金属的填充过程中,在接头部位留有余高、凹坑及各种焊接缺陷,造成严重的应力集中;同时还产生一定的焊接残余应力。在绝大多数情况下,残余拉应力对焊接结构的疲劳强度是不利的。同时,大量研究表明,在焊趾部位距离表面0.5mm左右处一般存有熔渣等缺陷,该缺陷较尖锐,相当于疲劳裂纹提前萌生。在应力集中、焊趾熔渣缺陷及焊接残余拉应力的联合作用下,焊接接头的疲劳强度和疲劳寿命被严重降低。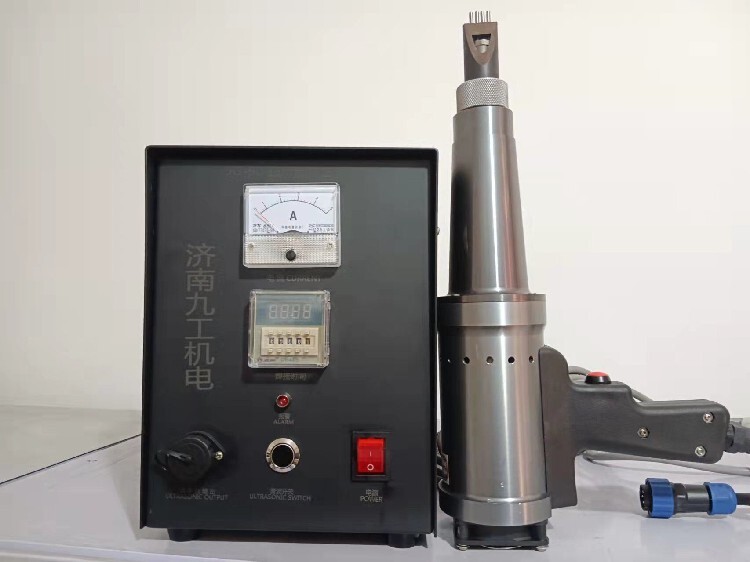
超声波冲击设备应力消除简介
消除焊接残余应力并产生出理想压应力的时效方法(各种消除残余应力的情况如下:振动时效30~80%、热时效40~80%、超声冲击时效80~100%)。
超声冲击(UIT/UP)技术由世界的乌克兰Paton焊接研究所在1972年早提出,并由Paton焊接研究所和俄罗斯“量子”研究院共同开发成功,早用于前苏联海军船只的降低焊接残余应力,引入有益的压应力。1974年,Polozky等人公开发表了将超声冲击技术应用于消除焊缝残余应力的文章。在高能超声(HPU)领域,超声冲击技术成为了一个很有前途的研究方向,并且应用范围已延伸到各种材料、构件及焊接单元。
到目前为止,超声冲击技术在俄罗斯、乌克兰、法国、日本、挪威、瑞典、加拿大及美国等国的铁路、海洋工程、汽车、装甲车辆、重型工程机械、机械零部件、飞机、桥梁、机车车辆、石油管线、化工机械设备等诸多领域均有所应用。
济南九工机电设备有限公司致力于JG系列超声波冲击设备、振动时效设备、应力检测仪研发和生产。通过国外技术引进和研发部门的不断探索,产品的使用效果和使用品质得到大幅提升,完善的售后服务体系为公司市场份额占有率打下了坚实的基础。与此同时,公司在焊接应力消除领域有长期的实践经验和技术方面的优势,为金属内应力消除提供了更为有力的保障。
超声波消除应力方法:
消除应力普遍的解决办法是进行热时效处理,但热时效同时存在许多方面的问题,比如需要处理的工件尺寸超过时效炉的大处理范围,时效过程中升降温速度难以控制等,而且热时效的成本非常高,运输也较为繁琐。超声冲击焊缝技术的应用解决了热时效存在的诸多问题,可就地针对焊缝进行时效处理,不需要更换场地,而且大大降低了时效成本,改善了时效效果的不确定性。
质量方针:
以质量求生存,以诚信求发展,造产品,送服务。努力实现产品的和零缺陷,向顾客提供的合格产品。
服务承诺:
1、接到用户来电来函后,在2小时内作出实质性响应,在设备保修期期间出现故障的,省内不迟于24个小时、跨省不超过48小时内到达用户现场连续进行维修,直至故障完全排除,设备完全恢复正常为止。
2、 设备在用户投用前,我公司将派出技术人员进行培训指导,直到操作者熟练操作认可为止。
3、 保修期内,我们将定期回访用户,回馈产品使用情况,帮助用户解决使用上、维护上的技术问题。
4、 质保期后所需零部件按优惠价格供应。
冲击枪优点及应用领域:
不但可以应用于焊接结构的制造过程中,而且可以应用于安装现场,其工件,节能性好,处理速度快,每分钟可处理接近半米的焊缝,不但可以用于平板的对接接头,而且可以方便地处理其它方法很困难处理的管接头。这种方法的劳动条件好,执行机构只有几公斤,整机重量也不大,可以方便地应用到桥梁、采油平台、船舶、机车车辆、压力容器及管道等工况、野外施工和高空现场作业的场合。
冲击枪应用领域:对焊接处的稳定性和强度方面要求较严格的行业。如:桥梁,电力;造船;压力容器,钢结构等行业的金属焊接处理。




