四川250KW沃尔沃柴油发电机






- ¥10000.00
- 2025-03-16 21:00:14
- ISO9001
- 三相
- 柴油发电机,发电机,柴油发电机
- 四川
- 叶树林 18180877202
- 四川威斯特机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
柴油发电机错误的操作方法:
(1)冷启动后未暖机带负荷运转
柴油机冷机启动时,由于机油黏度大、流动性差,是机油泵供油不足,机器摩擦面因缺油润滑不良,造成急剧磨损,甚至发生拉缸、烧瓦等故障。因此,柴油机冷却启动后应怠速运转升温,待机油温度达到40℃以上时再带负荷运转;机器起步应挂低速挡,并循序在每一挡位行驶一段里程,直到油温正常、供油充分后,方可转为正常行驶。
(2)柴油机在机油不足时运转
此时会因机油供给不足而造成各摩擦副表面供油不足,导致异常磨损或。为此,机器起步前和柴油机运转过程中要机油充足,防止由于缺油而引起拉缸、烧瓦故障。
(3)带负荷急停机或突然卸除负荷后立刻停机
柴油机熄火后冷却系水的循环停止,散热能力急剧降低,受热件失去冷却,易造成气缸盖、气缸套、气缸体等机件过热,产生裂纹,或使活塞过度膨胀卡死在缸套内。另一方面,柴油机停机时未经怠速降温,会使摩擦面含油不足,当柴油机再次启动时会因润滑不良而加剧磨损。因此,柴油机熄火前应卸除负荷,并逐渐降低转速、空载运转几分钟。
(4)柴油机冷启动后猛轰油门
若猛轰油门,则柴油机转速急剧升高,会造成机上的有些摩擦面因产生干摩擦而剧烈磨损。另外,轰油门时活塞、连杆和曲轴受理力变化大,引起剧烈撞击,易损坏机件。
(5)在冷却水量不足或冷却水、机油温度过高的情况下运转
柴油机冷却水量不足会降低其冷却效果,柴油机因得不到有效的冷却而过热;冷却水、机油的油温过高,也会引起柴油机过热。此时气缸盖、气缸套、活塞组件及气门等主要受热负荷大,其机械性能如强度、韧性等急剧下降,使零件变形增加,减小了零件间的配合间隙,加速机件磨损,严重时还会产生裂纹、机件卡住的故障。冷却水、机油温度过高会加快机油老化变质和烧损,且机油黏度下降,套缸和活塞及主要摩擦副的条件润滑条件恶化,产生异常磨损。柴油机过热还会恶化柴油机燃烧过程,使喷油器工作失常,雾化不良,积炭增多。
(6)在冷却水和机油油温过低的状态下运转
柴油机工作过程中,冷却水温度过低,气缸壁温度随之下降,燃烧产生的水蒸气凝结成水珠,与废气接触生成酸性物质,附着于气缸壁,产生腐蚀磨损。实践,柴油机经常在冷却水温40℃~50℃下使用时,其零件磨损比正常工作温度(85℃~95℃)下运转是大好几倍。此时,水温过低时气缸内温度低,柴油机着火滞燃期,一经着火,压力迅速升高,柴油机燃油粗暴,易造成零部件的机械损坏。柴油机长期在冷却水较低温度的状态下运转,活塞与缸套的间隙大,已发生敲缸现象,并产生振动,使缸套出现穴蚀。机油温度过低,机油黏度大流动性差,润滑部位油量不足,使润滑变差,造成摩擦副磨损增加,缩短柴油机使用寿命。
(7)在机油压力过低的情况下运转
机油压力过低,则润滑系不能进行正常机油循环和压力润滑,各润滑部位得不到充足的机油。因此,机器在行驶过程中,要注意观察机油压力表或机油压力指示灯情况。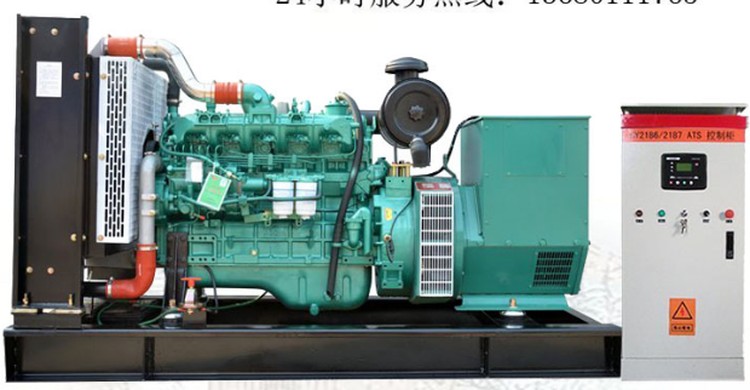
发电机维修
1、 拆卸发电机,记录原始数据。
2、 发电机定子线圈按原始数据维修,采用高温线重绕。
3、 检查电机定子绕组,做直流耐压试验(额定电压的2.5倍)、做交流耐压试验(额定电压的1.5倍)。做三相直流电阻(±<3%),绝缘阻值达20MΩ以上,并提供检测报告及其技术数据。
4、 浸H绝缘漆,并在一定恒温下烘干。
5、 检查转子、定子铁芯应干净,无锈蚀,过热变色和松动。
6、 发电机轴承检查、清洗、加黄油,如需更换,另议。
7、 校验转子动平衡,
8、 发电机总装,喷外观漆
柴油发电机拉缸,是指气缸内壁在活塞环的运动范围内出现明显的纵向机械划痕和刮伤,严重时发生熔着性磨损,造成发动机启动困难或者自行熄火的故障。拉缸是发动机的一种重大事故。
柴油发电机拉缸的根本原因是气缸内壁与活塞环、活塞之间难以形成油膜,因而造成润滑不良,甚至出现干磨擦的现象。而造成这种状况的具体原因有多种,
归结起来大致有以下三个方面:
活塞组方面的原因
1.活塞环间隙过小。如果活塞环的开口间隙、边间隙或背间隙过小,发动机工作时活塞环受热膨胀卡死,与气缸壁压得很紧,或者活塞环折断,很容易在气缸壁上拉出沟槽。
2.活塞销窜出。由于活塞销卡簧未装或脱落、折断,活塞销在运动中窜出,很容易拉伤气缸内壁,造成气缸窜气至曲轴箱。
3.活塞的配缸间隙过小或过大。如果活塞的材质不良、制造尺寸误差过大,或者装配活塞销后活塞产生变形,造成活塞与气缸的配合间隙过小,活塞受热膨胀后被卡住,进而拉伤气缸壁。
4.活塞环严重积炭。过多的积炭造成活塞环粘结或咬死在环槽内,同时积炭是一种硬质磨料,会在气缸壁上磨成纵向沟槽。
5.活塞严重偏缸。由于连杆弯曲和扭曲变形,连杆轴颈、主轴颈、活塞销座的平行度和同轴度偏差过大,引起活塞明显偏缸,会加速活塞环、活塞及气缸壁的磨损,破坏油膜的形成。
气缸套方面的原因
1.气缸套的圆度、圆柱度公差超出允许的范围,使活塞与缸套密封性大大降低,气缸内的高温气体下窜,破坏活塞与气缸壁之间的油膜,进而引起拉缸。
2.在对气缸套装配过程中产生变形。例如:缸套上端面凸出量过大,安装气缸盖后将缸套压得变形;缸套阻水圈太粗,压入机体后造成缸套变形,都容易引起拉缸。
随着我国发电机设备的发展,柴油发电机回收产业价值在不断拓展,产业外的资本也在寻找各种投资渠道,国内的企业也正在面临着产业转型和调整,旧的产业格局马上要被打破,新的格局正在形成。柴油发电机回收设备的再利用对产业升级和节能降噪有着很重要的意义,既能降低生产成本,还可以提高企业的生产效率。如果农业装备制造业和汽车工业每增长1%左右,会带动发电机设备产业增长1.72%,发电机设备的市场结构直接影响产业的规模结构。传动方式的不同二手发电机组设备,分为锤、液压机、曲柄压力机、旋转锻压机和螺旋压力机。目前中国采用的空气锤由30~1000公斤,蒸汽-空气自由锻锤由1~5吨,多用于锻坯生产。蒸汽-空气模锻锤由1~16吨,用于机械制造业中各种模锻件的生产。此外还有弹簧锤、皮带锤、钢丝锤、夹板锤等,这些都是柴油发电机回收的零部件。
近年来国外还发展了的液压锤。锻造液压机创始于19世纪中叶,现已成为冶金及机械工业中锻压加工的重要设备,国内二手发电机市场经过多年的技术积累,已形成科学合理的发展战略,提高产品质量的同时控制制造成本,扩大市场占有率。
柴油发电机尾气处理方法
发电机采用0#柴油为燃料,柴油在燃烧过程中主要产生含二氧化硫、氮氧化物和烟尘的高温尾气,我公司建议采用水喷淋法对此尾气进行脱硫除尘治理,同时根据这种尾气溶于水后使水呈酸性,腐蚀性大的特点,我公司设计主体设备采用不锈钢材质制作,并采用双碱(氢氧化钠+石灰)溶液喷淋,酸碱中和,降低对设备的腐蚀性。
发电机尾气治理操作步骤
(一).运行前的准备
1、检查尾气管路开通情况,畅通;
2、开启加药系统,并按要求配制好氢氧化钠药剂,加入池中搅拌均匀,并调整好循环池内PH值。
(二).操作步骤
1、开启循环水泵,对除尘脱硫装置进行碱液喷淋;
2、定期观察循环水池的PH值,及时补充碱液PH值在10-12,使其具有较强的碱性;
3、定期开启沉淀槽排泥阀(约一个月),排尘及杂质;
4、停止运行时,依次关闭循环水泵、加药系统、阀门、旁通。
发电机尾气治理、锅炉尾气处理、工业废气处理设备生产商、酸雾喷淋塔、工业废气治理、发 电机尾气治理、锅炉废气治理工程、PP废气处理塔、酸碱废气处理 、有机废气治理装置、活性碳吸附塔、活性碳有机废气处理工程
- 柴油发电机,发电机,柴油发电机
- 柴油发电机组
- 四川
- 叶树林
- ISO9001
- 三相