广告
双鸭山手持式激光焊接机电话




1/6
- 面议
- 2023-02-22 07:37:06
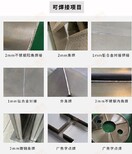
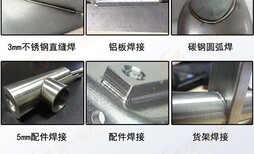
- 手持式激光焊接机,2000W手持激光焊接机,..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
根据汽车工业批量大、自动化程度高的特点,激光焊接设备向大功率、多路式方向发展。在工艺方面美国Sandia国家实验室与PrattWitney联合进行在激光焊接过程中添加粉末金属和金属丝的研究,德国不莱梅应用光束技术研究所在使用激光焊接铝合金车身骨架方面进行了大量的研究,认为在焊缝中添加填充余属有助于消除热裂纹,提高焊接速度,解决公差问题,开发的生产线已在工厂投入生产。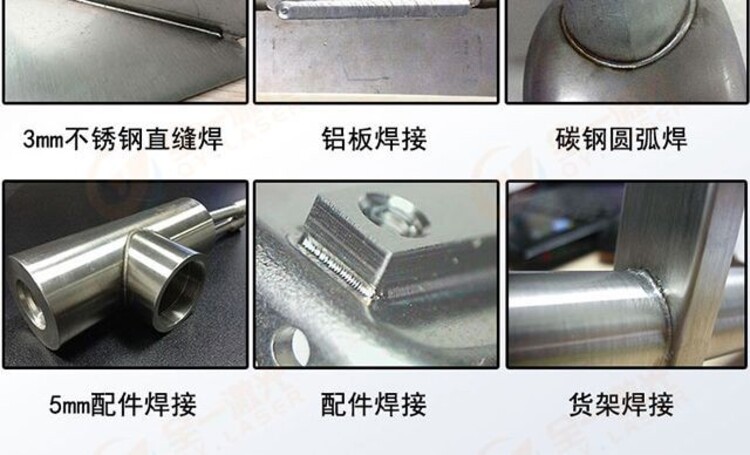
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。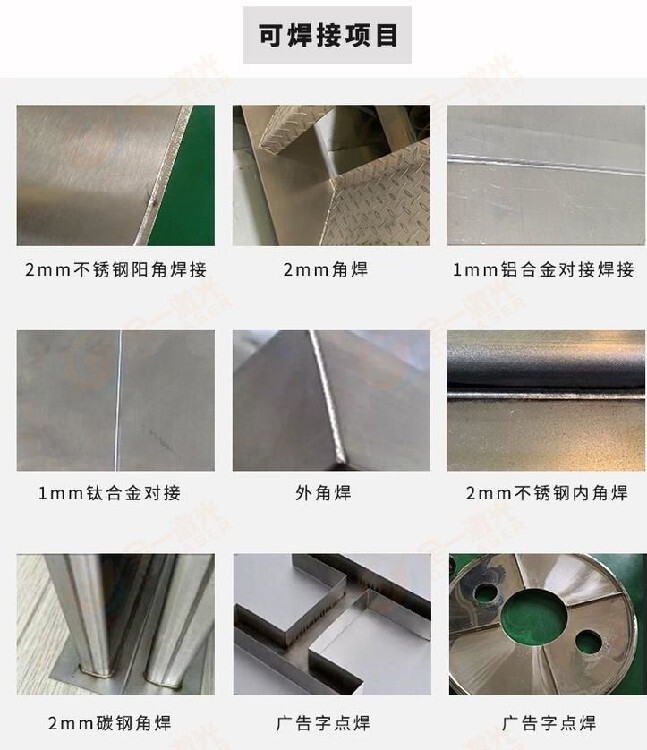
焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。
- 手持式激光焊接机,2000W手持激光焊接机,..
- 激光焊接机
- 宋威
武汉全一激光科技有限公司为你提供的“双鸭山手持式激光焊接机电话”详细介绍
手持式激光焊接机电话信息
-
 聊城手持式激光焊接机供应商面议
聊城手持式激光焊接机供应商面议 -
 佳木斯手持式激光焊接机厂家面议
佳木斯手持式激光焊接机厂家面议 -
 大连手持式激光焊接机供应商面议
大连手持式激光焊接机供应商面议 -
佳木斯手持式激光焊接机参数面议
-
 齐齐哈尔激光除锈设备厂家,激光清洗机型号齐全面议
齐齐哈尔激光除锈设备厂家,激光清洗机型号齐全面议 -
 邢台激光除锈设备批发,清洗机设备-规格和型号面议
邢台激光除锈设备批发,清洗机设备-规格和型号面议



