宝应生产流水线设备





- 面议
- 2024-07-03 06:15:57
- 是
- 皮带输送线
- 流水线输送设备
- 钟先生 18915857875
- 常州利诚自动化设备科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
皮带跑偏调整方法之调整驱动滚筒与改向滚筒位置。
驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,输送机的皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。经过反复调整直到皮带调到较理想的位置,在调整驱动或改向滚筒前好准确安装其位置。
皮带跑法之张紧处的调整。
皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即其轴中心线水平。使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以滚筒轴线与皮带纵向方向垂直。具体的皮带跑偏的调整方法与滚筒处的调整类似。
皮带跑法之安装调心托辊组。
调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。一般在皮带输送机总长度较短时或皮带线双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。而长皮带输送机好不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
皮带跑法
五、调整承载托辊组。
皮带线的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。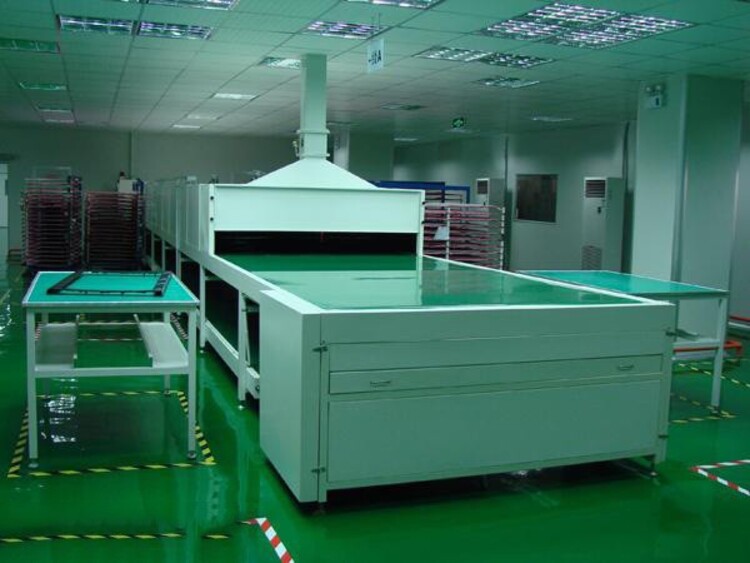
运行中出现胶带跑偏现象时,应停车调整,不得勉强使用,以免磨损边缘和增加负荷。
工作环境及被送物料温度不得50℃和低于-10℃。
输送带上禁止行人或乘人。
流水线又称为装配线,一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。
- 流水线输送设备
- 输送线
- 钟先生
- 是
- 皮带输送线



