北京电镀除氢炉联系方式






- ¥15800.00
- 2025-01-20 14:48:56
- 除氢炉
- 杨艳勤 15851656650
- 苏州银邦节能电热设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
电镀时五金零件、钢铁材料如果吸收了氢,会发生一种氢脆的现象。钛合金尤其容易吸收氢。工业上有利用氢脆后,金属会丧失韧性的特点来粉碎金属制取细微的金属粉末。很明显,作为一般的应用是非常不希望发生氢脆的。氢脆后不但丧失韧性,硬度也明显增高,所以加工之前要进行去氢处理。去氢很简单,加热之后,渗透到金属内部的氢就跑出来了。
结构简介
本炉由型钢及钢板焊接而成、炉体内为工作室,炉体外壳与工作室之间有相当厚度的保温层,保温以保温棉作节能保温材料,使箱体外壳导热系数减少。加热元件为不锈钢电加热管。
工作室左右侧装有加热器及风道,内部装有风向板,使炉膛温度均匀。工作室顶部有两台鼓风机,由鼓风机将炉内空气通过风道进行机械平流,使工作室温度均匀。
烘箱的顶部装有排气孔,开启排气阀门可使工作室内的空气得到变换,从而获得新鲜空气,排除废气。在炉体后面并设有防爆门装置,以免加热时温度失控而导致烘箱爆炸。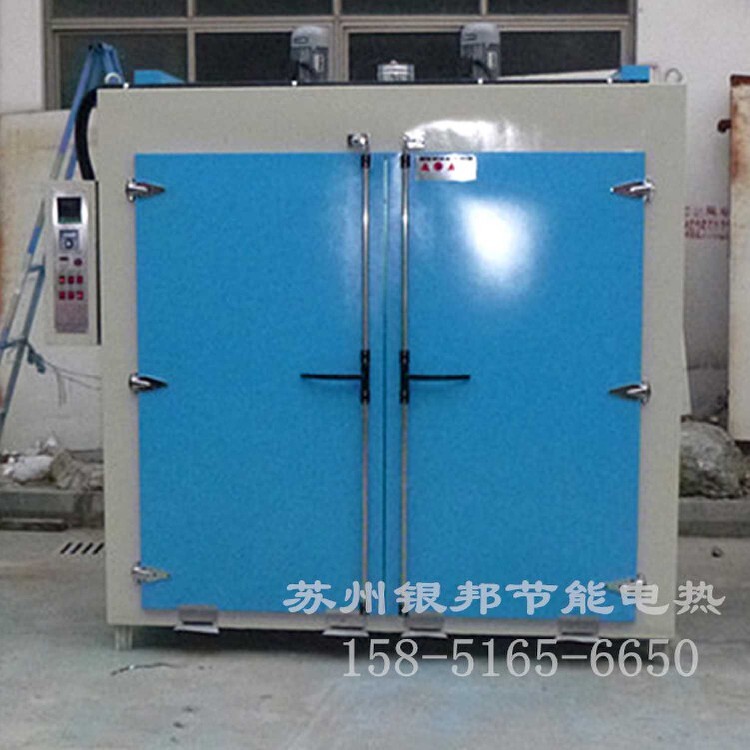
一般认为,在电镀C1、Zn、Cd、NSnPh时,渗入钢件的容易残留下来,而u、MoA、Ag、 AU、W等金属镀层具有低扩散性和低溶解度 氢较少。在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如机械镀锌可以,不会发生氢脆,耐蚀性高,附着力好,厚5~100um,成本低。
对电镀过程中涉氢较多的零件原则上应尽快去氢,因为玻层中的氢和表层基体金属中的氢在向钢基体内部散 其教量随时间的延长而增加1。新的国际标准草案规定,在镀后1h内但不迟于3h进行去氢处理,国内也有相应的标准,对电镀锌前、后的去处理作了规定电后去处理工艺广泛采用加热供烤,常用的供烤温度为150-300°C,保温2-24。具体的处理温度和时间应根据零件大小、强度、镀层性质和电镀时间的长短而定,去处理常在供箱内进。镀锌零件的去氢处理温度为10-220C,温度控制的高应根据基体材料而定,对于弹性材料、0.5mm以下的薄壁件及机减度要求较高的钢铁零件 锌后进行去处理,为了防止"镉脆镀镉零件的去氯处理温度不能太高,通常为180~200°C.
所谓去氢工艺就是在一定的温度下国家金属表面渗着氢的溶解度随温度升高而降低的基本原理,可以达到"或者绝大数的氢除去。进行去氢的原因是,氢能够对所渗着的金属以及制品发生氢腐蚀也就是氢脆现象,造成金属以及制品的金属性消失使用寿命将会大大降低所以去氢。
根据金属以及金属特性的不同能够对不同硬度级别的螺栓、螺丝、螺钉、螺杆以及紧固件、电件等金属以及相关制品进行去氢处理,达到改善内部结构,提升物件使用寿命的目的。
除氢炉外壳采用冷轧钢板制作,表面烤漆,工作室采用不锈钢板制作。外壳与工作室之间填充硅酸铝纤维。加热器安置在两侧风道内。温度控制仪表为数显智能表,PID调节,配置时间控制器并与报警装置相连接。使烘箱的操作简便、安全和有效。主要用于各类五金件、紧固件弹簧螺丝、汽车零部件等电镀件产品的加热去氢脆,如螺丝电镀件、弹簧电镀件、管件接口等产品的除氢干燥使用。
烘箱温控部分:
1.控温仪:PID 智能数显温控仪,LED显示,按键操作,设定温度和实际温度双数字显示
2.加热元件:采用管状加热管,使用寿命长达4万小时左右
3.加热管安装位置:烘箱内胆两侧风道内
4.加热功率:24KW
5.烘箱使用温度:常温--250度,额定温度可达到300度,可任意调节
6.控温灵敏度: 正负1度
7.升温速度: 5--6度/min
温度除氢烤箱选择比实际使用温度高10度即可。根据工艺要求,计算好实际要求的温差,以烘烤的效果。举例:如果使用温度是150度,220度,360度,440度,按设计温度500度做。4个温度,如果是同一种产品。控制上选用可控硅。不同的产品,使用时低温状态下,温差要稍微大一些。150度和220度的实际使用效果,没有低温烤箱好。使用中温500度烤箱,150度烘烤温差比低温250度烤箱要高2~5度。
- 除氢炉
- 工业炉
- 杨艳勤
推荐信息
-
 精密500℃高温烧结炉铁氟龙喷涂烧结炉金属表面涂层固化高温炉
精密500℃高温烧结炉铁氟龙喷涂烧结炉金属表面涂层固化高温炉 -
 金属喷涂铁氟龙烧结炉500℃高温特氟龙烘箱聚四氟乙烯烧结烤箱
金属喷涂铁氟龙烧结炉500℃高温特氟龙烘箱聚四氟乙烯烧结烤箱 -
 自洁型500℃铁氟龙烧结炉铁氟龙涂层烧结烤箱精密型高温固化炉
自洁型500℃铁氟龙烧结炉铁氟龙涂层烧结烤箱精密型高温固化炉 -
银邦LYGW系列铁氟龙喷涂固化炉铁氟龙烧结炉500℃精密高温烤箱


