广告
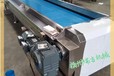
电容式储能焊机



1/3
- 面议
- 2024-04-25 15:08:41
- 其它
- 焊接
- 电容式储能焊机
- 辽宁沈阳
- 张强 13840081050
- 沈阳威克创新焊接设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
PLC控制核心,有效控制冲放电过程,可分别调节预压、放电、锻压、维持、休止的时间及充电电压值,规范调整十分方便。特别设计的控制电路具备了移相触发充电、放电电流检测和换向放电等功能,使电容储能点焊机避免了限流电阻发热引起的能消耗,同时也避免阻焊变压器的磁化。
焊接时间较短、时间不可调,一般只有0.003-0.006s(通常放电时间不作控制)焊点表面氧化和变形较少。
特别适合厚度差别大的材料焊接。
输出与输入完全分隔,不受外部电源变化,保持恒定功率输出。
此外,关于大功率电容器储能点焊机的功率还有很多问题。实际上,这不是由储能点焊机的相关特性引起的。通用电容器储能点焊机有两个功率参数。一个是通常的额定平均功率,在几十W和100W之间,另一个是瞬时功率,即几十毫秒放电时的功率,这种力量非常大,通常的额定平均功率决定了点焊速度,瞬时功率决定了焊接件的厚度。
- 其它
- 电容式储能焊机
- 点焊机
- 辽宁沈阳
- 张强
- 其它
- 焊接
- 交流
- 等离子
- 点焊
- 储能式
- 数控
- 激光
- 气动
- 便携式
- 玻璃
- 脉冲
沈阳威克创新焊接设备有限公司为你提供的“电容式储能焊机”详细介绍
电容式储能焊机信息
-
 奉贤KLD-BKT(25+25)P7/480电容电抗组合详情¥ 100
奉贤KLD-BKT(25+25)P7/480电容电抗组合详情¥ 100 -
 迁安登报电话-报业广告部地址面议
迁安登报电话-报业广告部地址面议 -
 阳城智慧厨房厂家电话智慧厨房茂发厨具面议
阳城智慧厨房厂家电话智慧厨房茂发厨具面议 -
 宣城洗手间墙砖瓷砖空鼓/瓷砖空鼓,维修瓷砖空鼓¥ 5
宣城洗手间墙砖瓷砖空鼓/瓷砖空鼓,维修瓷砖空鼓¥ 5 -
 云南法制报刊登遗失声明咨询电话¥ 9
云南法制报刊登遗失声明咨询电话¥ 9 -
 平鲁区户外导向牌厂家面议
平鲁区户外导向牌厂家面议