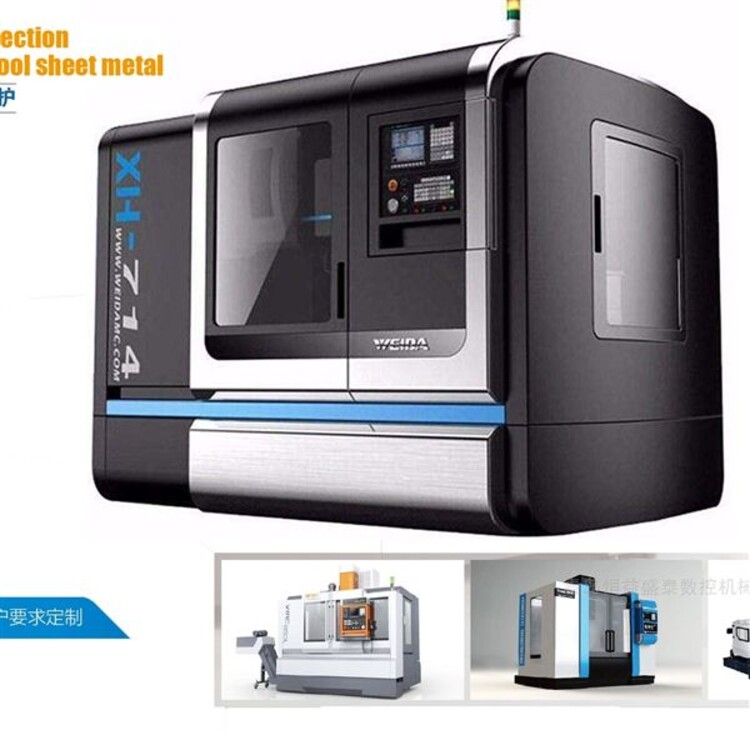
按需定制VMC-650数控加工中心钣金外壳设计定制





- ¥999.00 ≥ 1平方米
- 2024-08-27 08:57:02
- 恒益盛泰
- 定制
- 机床钣金外壳,数控设备外防护,加工中心外..
- 山东青岛
- 张经理 13176480357
- 青岛恒益盛泰数控机械防护有限责任公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
产品简介
| 材质特性 | 其他特性 | 方形尺寸(长×宽×高) | 999mm |
|---|---|---|---|
| 防护作用 | 防火,防油,防水,防尘,防屑,防飞溅,防撞击,其他作用 | 类型 | 其他 |
| 耐温范围 | 999度 | 是否可定制 | 是 |
| 售后保修期 | 12个月 | 销售区域 | 全国 |
| 圆形直径 | 内径:999mm,外径:999mm | 制作材料 | 按需订制 |
VMC-650数控加工中心钣金外壳设计定制:机床外钣金加工工,激光切开-折弯-焊接/铆焊时,因为激光切开的高柔性、,三维规划技能的成熟与普及,用户可从新的规划、新的流程中获益,然后到达降低本钱、缩短工期的要求。因此新的机床外钣金工艺是从规划开始的:规划-激光切开-折弯-焊接/铆焊。下面经过几个事例来说明新工艺的特色。
产品介绍
VMC-650数控加工中心钣金外壳设计定制:
机床外钣金加工工,激光切开-折弯-焊接/铆焊时,因为激光切开的高柔性、,三维规划技能的成熟与普及,用户可从新的规划、新的流程中获益,然后到达降低本钱、缩短工期的要求。因此新的机床外钣金工艺是从规划开始的:规划-激光切开-折弯-焊接/铆焊。
VMC-650数控加工中心钣金外壳设计定制:
常规的机床外防护钣金加工工艺是选用:剪切-冲-折弯-焊接流程或者火焰等离子切开-折弯-焊接工艺。在多品种,小批量,定制化,,短交货期的订单面前,它显现出明显的不适应。激光切开工艺作为“剪切-冲"的代替工艺出现,具有灵活、柔性高的特色。同时多数人也以为其本钱高。故常应用在异形(或形状复杂的)工件和样品(单件或极小批量)制作上。但当小批量制作越来越普及时,激光切开的需求也日益上升。
下面经过几个事例来说明新工艺的特色。
1)传统的工艺下,该工件由几部分组成。现在,一次切开折弯就完成了。到达了减少工序,缩短工期,降低本钱的意图。
2)传统的工艺下,为焊接配置夹具。现在部件间运用类似木匠榫的工艺,定位准,省时,焊接夹具简单,产品变形小。到达了缩短工期,降低本钱,提的意图。
3)多重折弯工艺在国内的箱体制作业现已比较普及。优点是省掉了传统的加强筋。它有其规划与工艺上特的地方。然后到达产品质量高,制作本钱低的意图。在实际工艺下,还需合作点焊。
4)使用激光的切缝细,精度高的特色,一次切开(带微衔接),合作四次折弯,完成四个工件。突破了传统工艺下的规划思维,到达了缩短工期,降低本钱的意图。
5)因为运用了榫结构,工件折弯后合作点焊工艺,就可完成整个流程。工件变形小,喷涂前无需整形,打磨。
因为新工艺流程的特色,的机床外钣金设备软件支撑与规划,激光切开工艺,折弯工艺。其支撑二维零件规划,管材类零件规划,折弯工件规划(仅支撑百超的折弯机),三维图形展开。并经过标准计算机网络将数控程序传输到的机器上。青岛恒益盛泰生产内外钣金护罩,一件起订。机床钣金外壳,加工中心外防护,数控机床外壳,数控设备外防护

- 恒益盛泰
- 机床钣金外壳,数控设备外防护,加工中心外..
- 机床附件
- 山东青岛
- 张经理
- 恒益盛泰
- 定制
- 定制
- 否
- 否
- 是
- 皆可
- 样品
- 机床钣金外壳
机床钣金外壳信息
-
 嘉兴编写可行性研究报告公司-写报告可行¥ 2999
嘉兴编写可行性研究报告公司-写报告可行¥ 2999 -
 林芝定制胿胶防水垫价格面议
林芝定制胿胶防水垫价格面议 -
遂宁销售胿胶防水垫价格面议
-
 平凉代写可研报告公司¥ 1000
平凉代写可研报告公司¥ 1000 -
 江苏销售椭圆形网纹橡胶垫电话面议
江苏销售椭圆形网纹橡胶垫电话面议 -
 长春朝阳区椰壳活性炭净水处理柱状活性炭价格¥ 3500
长春朝阳区椰壳活性炭净水处理柱状活性炭价格¥ 3500








