天马冲剪机河北天马机械厂






1/6
- ¥6500.00
- 2025-01-20 07:50:37
- 全新
- 电动
- 冲剪机
- 李经理 15632963200
- 任县天马机械制造厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
冲压:将金属板材冲压成所需形状和尺寸的零件。
2. 切割:将金属板材切割成所需尺寸和形状的材料。
3. 冲孔:在金属板材上冲出所需尺寸和形状的孔。
4. 弯曲:将金属板材弯曲成所需形状和尺寸的零件。
5. 成型:将金属板材成型成所需形状和尺寸的零件。
6. 加工:对金属板材进行各种加工处理,如打孔、拉伸、压印等。
模具设计过程中在判断模具精度是否合格时,要注意模具使用后的磨损对制件尺寸的影响,尤其是对于尺寸精度要求较严的制件,应考虑避免出现试制件的尺寸在规定的公差范围之内,但在模具使用后不久制件的尺寸就超出公差范围的情况。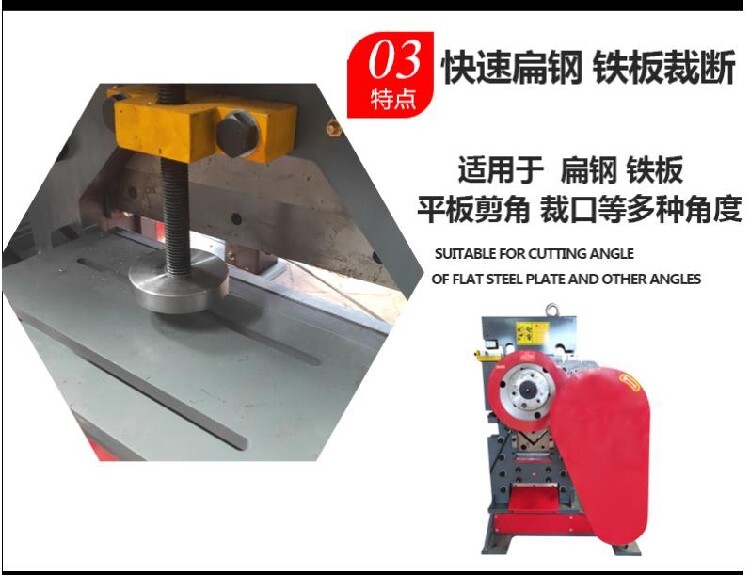
一般对于模具磨损后减小的制件尺寸,试制件的尺寸应接近于制件的大极限尺寸;对于模具磨损后的制件尺寸,试制件的尺寸应接近于制件的小极限尺寸。由于冲裁模的凸、凹模间隙可直接影响制件的毛刺高度,所以还需通过测量试制件的毛刺高度来判断凸、凹模间隙是否合适。此外,有时还应考虑修整模具或修磨刃口对模具和制件尺寸的影响。
- 冲剪机
- 冲床
- 李经理
- 全新
- 电动
- 立式
- 人工
- 是
- 通用
- 通用
- 金属
- 普通冲床
任县天马机械制造厂为你提供的“天马冲剪机河北天马机械厂”详细介绍



