PVG1400S整芯阻燃输送带厂家





1/6
- 面议
- 2024-10-16 05:48:30
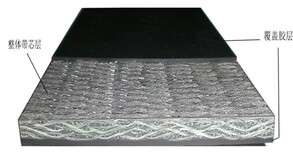
- 整芯阻燃输送带
- 赵经理 13370606177
- 山东祥德矿山设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
整芯阻燃输送带是安装有定位装置,用来托举制件的支架。滑橇输送式就是利用滑橇在辊道移动,实现工件水平输送的方式。
安装在各个工位的举升支架上,当一个装焊循环结束时,各个工位的举升支架同时举起,使辊道升起到同一高度,驱动滑橇将制件输送到下一工位。
通过人工运输,劳动强度大。因此,运输物料时大多数采用的是整芯阻燃输送带在输送机上输送方式。为了滑橇运行的平稳性和定位的准确性,滑橇在加工制造过程中要相同的外形尺寸和加工精度。
其举升装置通常由电机带动同步齿形带,驱动曲柄旋转180度,或者驱动齿轮与齿条啮合,从而实现输送线本体的举升、落下。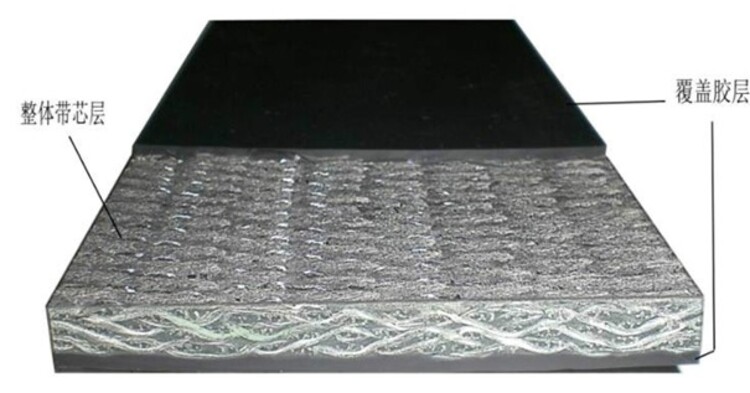
各工位举升的时间也不能相差太多,以免出现等待的现象,影响生产效率,降低焊接节拍,将粉状物料彼此分散、悬浮在气流中进行输送。它的输送距离不长,一般小于100米。
输送带根据输送物料的不同,和布置形式的不同,需进行严格的气力输送计算。正压系统有多种不同形式的输送方式。
- 整芯阻燃输送带
- 输送带
- 赵经理
山东祥德矿山设备有限公司为你提供的“PVG1400S整芯阻燃输送带厂家”详细介绍



