衡水手持式激光焊接机厂家报价




- 面议
- 2023-02-22 07:36:59
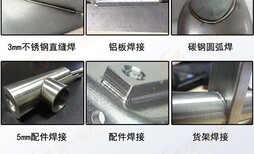
- 手持式激光焊接机,2000W手持激光焊接机,..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
激光拼焊技术在国外轿车制造中得到广泛应用,据统计2000年范围内剪裁坯板激光拼焊生产线超过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。国内生产引进车型也采用一些剪裁坯板结构。日本以CO2激光焊代替闪光对焊进行制钢业轧钢卷材的连接,在超薄板焊接的研究,如板厚100微米以下的箔片,无法熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,显示激光焊的广阔前途。日本还在世界上成功开发将YAG激光焊用于核反应堆中蒸气发生器细管的维修等,在国内还进行齿轮激光焊接技术。
激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,终将成为焊接中心的主导产品。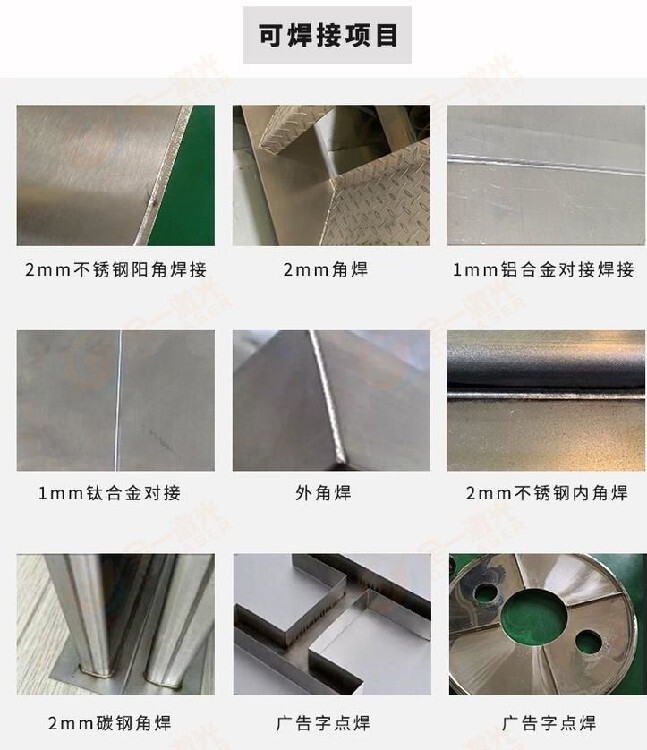
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。
电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。
- 手持式激光焊接机,2000W手持激光焊接机,..
- 激光焊接机
- 宋威
衡水手持式激光焊接机信息
-
 合肥手持式激光焊接机厂家供应面议
合肥手持式激光焊接机厂家供应面议 -
 济宁激光除锈设备厂家供应,绿色工艺-清洁度高面议
济宁激光除锈设备厂家供应,绿色工艺-清洁度高面议 -
 聊城激光除锈设备厂家,清洗机设备-规格和型号面议
聊城激光除锈设备厂家,清洗机设备-规格和型号面议 -
郑州激光除锈设备操作流程,绿色工艺-清洁度高面议
-
 辽阳激光除锈设备操作流程,激光清洗机型号齐全面议
辽阳激光除锈设备操作流程,激光清洗机型号齐全面议 -
 东营激光除锈设备型号,清洗机设备-规格和型号面议
东营激光除锈设备型号,清洗机设备-规格和型号面议



