粮仓加工螺旋输送机厂家定制,绞龙输送设备



- ¥5000.00
- 2024-11-15 00:50:13
- 螺旋输送机,绞龙输送设备
- 韦文杰 18738381900
- 河南骄阳机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋输送机的支架也是输送设备中的配套设备,其中支架的焊接工艺也是非常重要的,如果焊接不结实的话,就会影响其使用。下面简单介绍几种焊接方法:
1.引弧
(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊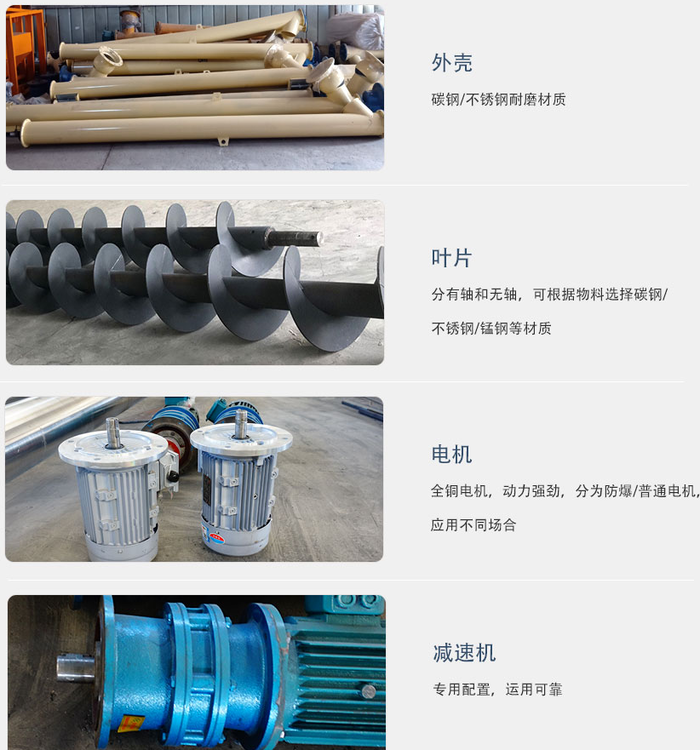
在使用螺旋输送机粉状物料时,因为粉状物料的特性使其极易沿转动轴渗入轴承座内,从而造成轴承的损坏,所以设计时着重考虑轴承座的密封问题。螺旋轴与轴承之间的密封采用双道油封密封。左侧的一道油封防止细粉进入轴承座,右侧一道密封防止轴承的润滑脂顺轴流入料筒,污染物料。油封又称旋转唇形密封圈,在自由状态下,油封内径比轴径小,即有一定的过盈量。油封装到轴上后,其刃口的压力和自紧弹簧的收缩力对密封轴产生一定的径向抱紧力,遮断泄漏间隙,达到密封的目的。旋转轴的转速越高,油封对轴的摩擦越大,则温升越高而油封的寿命越低。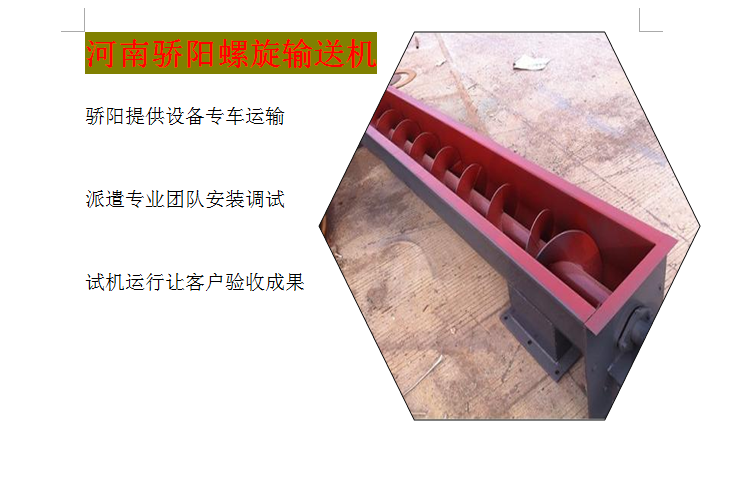
对螺旋输送机内部进行清理还可以将附着在螺旋轴及叶片上的物料清理干净。并且可以防止物料进入中间的吊挂轴承内。我们都知道,吊挂轴承用在输送距离较远的螺旋输送机内,如果吊挂轴承进入大量物料,就容易造成轴承损坏,甚至螺旋轴断裂。因此,用户在使用完毕以后需要对设备进行及时的清理。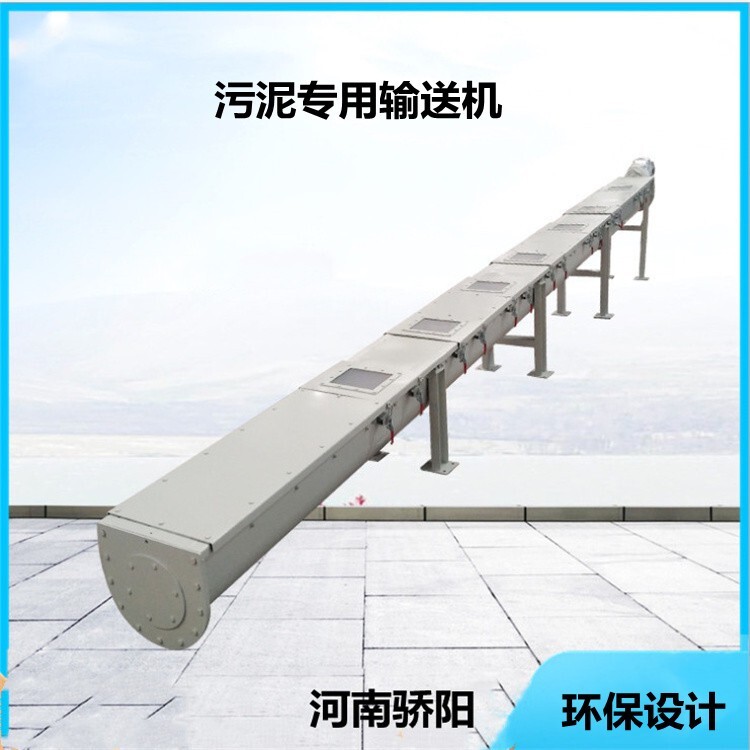
螺旋输送机进、出料装置有进料口,方型出料口,手推式出料口,齿条式出料口四种。由用户在使用现场在机体上开口焊接。布置进、出料口 位置时应注意料口至端部的距离,同时避免料口与吊轴承加油杯、机壳联接法兰、底座等相碰。
驱动装置有ZQ系列减速器+Y系列电动机,YTC齿轮减速电机两种。
如何处理螺旋输送机的底部清料
1、合理选择螺旋输送机各技术参数,如慢速螺旋输送机转速不能太大。
2、严格执行操作规程,做到无载启动、空载停车;进料连续均匀。
3、加大出料口或加长料槽端部,以解决排料不畅或来不及排料的问题。同时,还可在出料口料槽端部安装一小段反旋向叶片,以防端部堵料。
4、对进入输送机的物料进行必要的清理,以防大杂物或纤维杂质进入机内引起堵塞。
5、尽可能缩小中间悬挂轴承的横向尺寸,以减少物料通过中间轴承时堵料的可能。
6、安装料仓料位器和堵塞感应器,实现自动控制和报警。
7、在卸料端盖板上开设一防堵活门。发生堵塞时,由于物料推积,顶开防堵门,通过行程开关切断电源。
无轴螺旋输送机操作很简单,一学就会,外形也美观耐看,更重要的是十分环保,机器全身都是由回收钢铁制造,但是性能还是很好的,而它的工作也是做回收,可持续使用的东西。现在的化学工程也在用这个机器,这个东西,每次用完里面的油都不会漏出来,安全性很好。也许有人认为,这么好的东西是多么的贵呀。只单单是一样的机器就可以用来做不同样的事情,不同样的活干,价格当然是要高点的,当然也不是很高,这样的价格是很中肯的。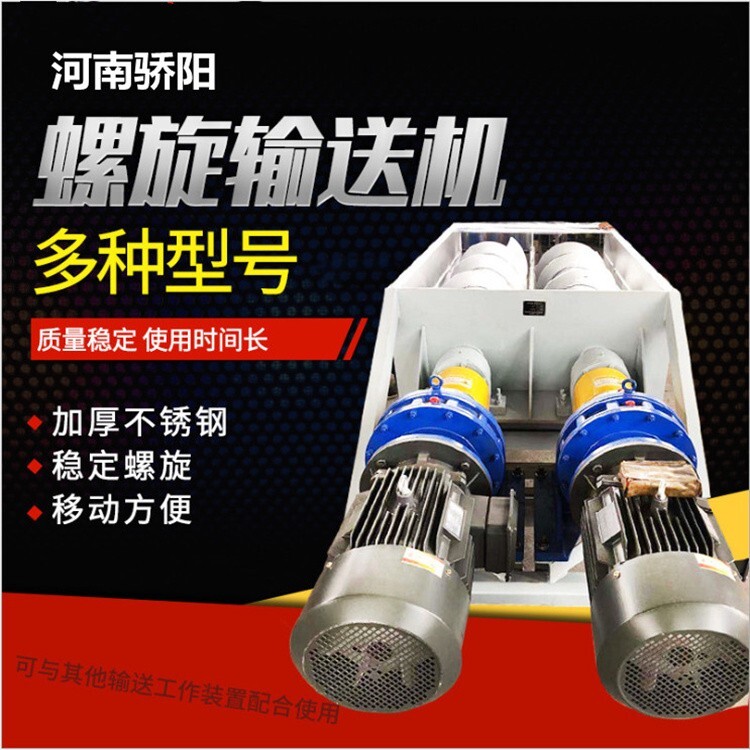
填充系数取决于被输送物料的摩擦性及其黏附性、螺距和螺旋输送机中心线的倾角。
1、对于流动的几乎没有磨损的物料(如面粉、谷物)取ψ=0.45;
2、对于少数磨损的且为颗状至小块的无赖哦(如食盐、砂)取ψ=0.33;
3、对于磨损性和侵蚀性很大的且松散密度大的物料(如矿渣、砾石、矿石)取ψ=0.15.
螺旋输送机对于减轻繁重的体力劳动,提高劳动生产率,实现物料输送过程的机械化和自动化,都具有重要的现实意义。未来螺旋输送机发展方向和趋势是:①大运量、高速度、长使用寿命;②低能源消耗及降低能量消耗;③智能化发展;④空间可弯曲输送;⑤组合复合化输送,向着大型化发展;⑥扩大使用范围;⑦环保意识设计,减少污染,实现设计的目标。
一台螺旋输送机通常 由驱动装置、 头节、 若干标准中间节、 选配中间节、 尾节、 进料口 、 出料口 等组成, 除头节和选配中间节外, 各节螺旋机及机壳均有互换性。
- 螺旋输送机,绞龙输送设备
- 螺旋输送机
- 韦文杰


