临猗ST1600钢丝绳输送带厂家





1/6
- ¥50.00
- 2025-02-04 05:28:00
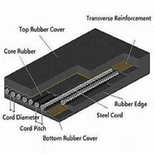
- ST1600钢丝绳输送带
- 赵经理 13370606177
- 山东祥德矿山设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
ST1600钢丝绳输送带的卷筒和制动盘现场焊接时,焊条牌号和焊缝接头型式及等级应符合设备技术文件的规定
ST1600钢丝绳输送带的卷筒对接处的间隙不应大于 2mm,运输皮带时,皮带机的螺栓应均匀拧紧,防止皮带跑偏 ;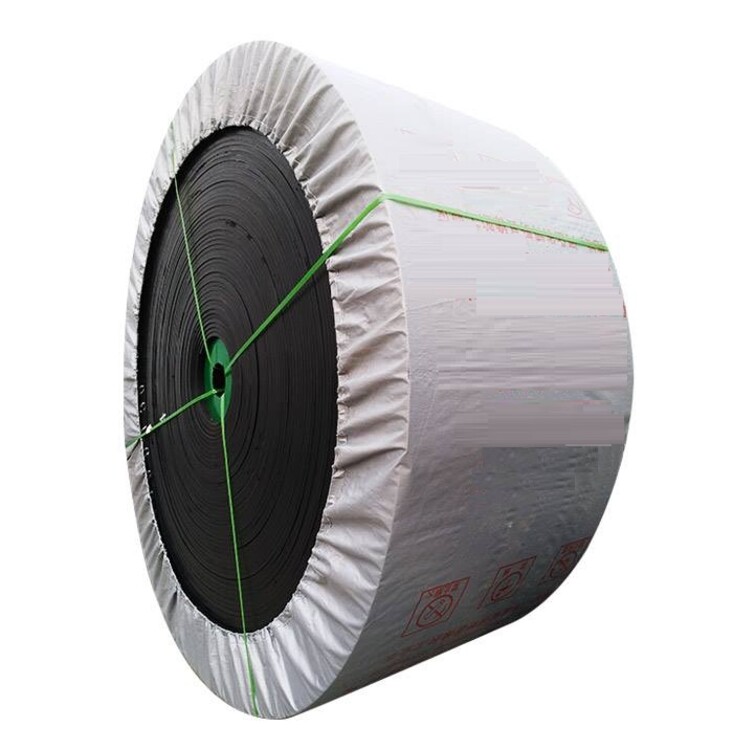
ST1600钢丝绳输送带在接触范围内,每 25mm×25mm面积内的接触点数不应少于6个;二、主皮带与皮带机托辊之间的的顶间隙应符合要求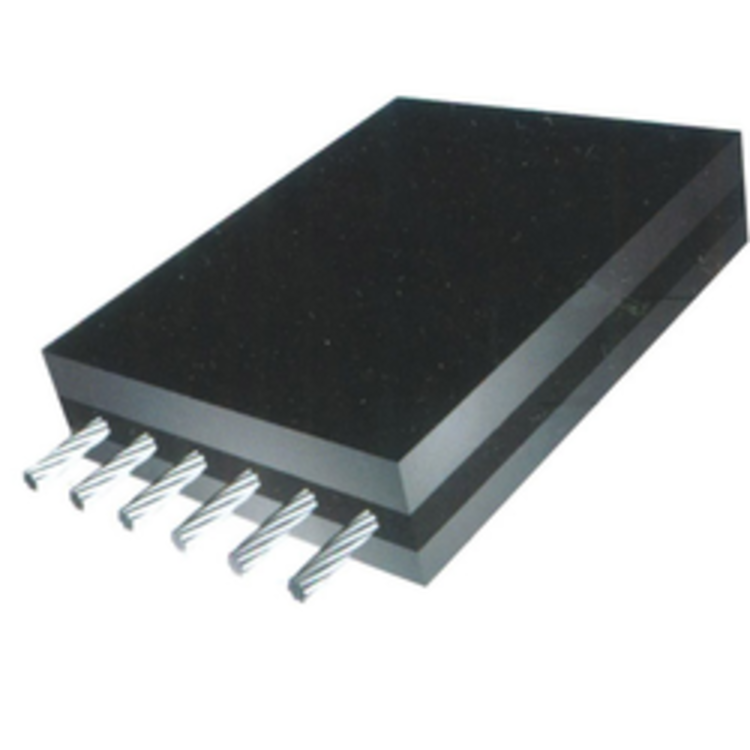
第 13 2.7条切向键与键槽的配合应紧密,工作面的接触面积不应小于总面积的 60%,挡键板应与键靠紧,并不应有间隙。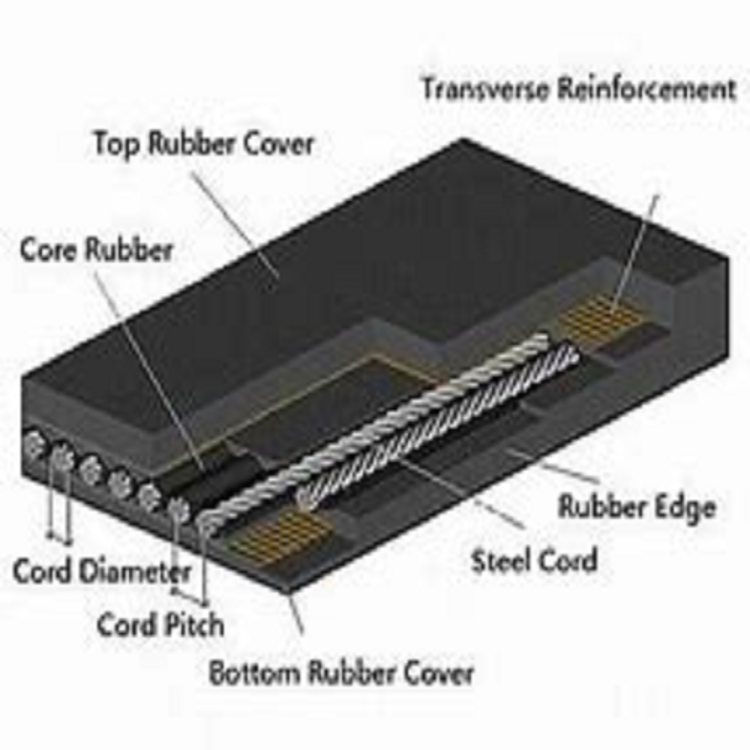
ST1600钢丝绳输送带的制作工艺应该满足第 13 .2 .8$组装输送机的要求,应符合输送带的国家要求 ;
ST1600钢丝绳输送带接合面应对齐,其接触应紧密,接合面之间不得加垫片;纵向和横向的安装水平均不应大于0 15 /1000
- ST1600钢丝绳输送带
- 输送带
- 赵经理
山东祥德矿山设备有限公司为你提供的“临猗ST1600钢丝绳输送带厂家”详细介绍



