唐山供应冲床批发






- 面议
- 2024-08-14 04:29:32
- 冲床
- 原经理 13335243198
- 潍坊鑫博达自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
冲床侧刃是在条(带、卷)料侧面切出送料定位缺口的凸模。侧压板是对条(带、卷)料一侧通过弹簧施加压力,促使其另一侧紧靠导料板的板状零件。顶杆是以向上动作直接或间接顶出工(序)件或序料的杆状零件。顶板是在凹模或模块内活动的板状零件,以向上动作直接或间接顶出工(序)件或废料。齿圈。限位套是用于限制冲模小闭合高度的管状零件。限位柱是限制冲模小闭合高度的柱形件。定位销(板)。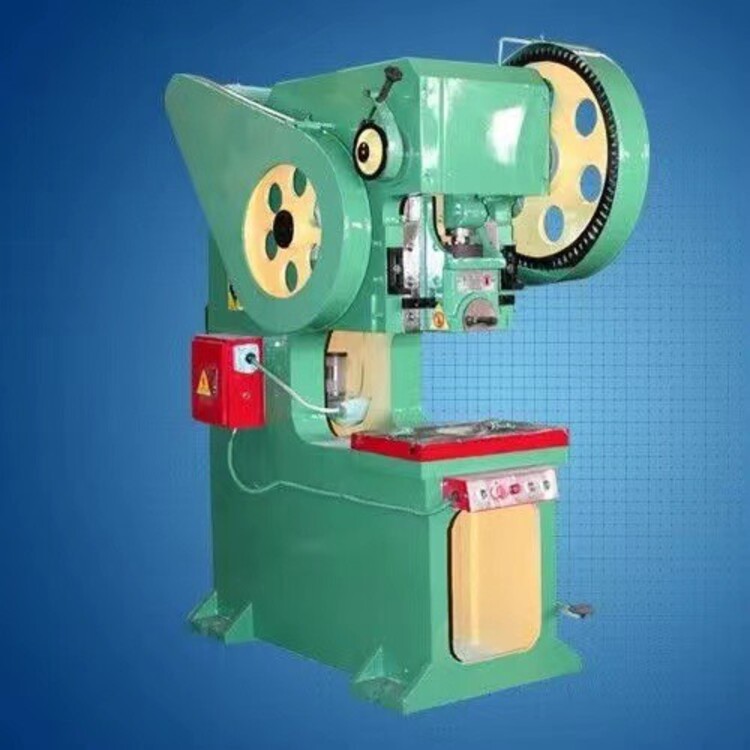
冲床因为振动频率与电机转速成一定比率,就要检查一下电动机是否有故障,检查它的碳刷,整流子表面状况,以及机械振动的情况,并要检查滚珠轴承的润滑的情况,整个这个检查,可不必全部拆卸下来,可通过视察官进行观察就可以了,轴承可以用耳去听声音来检查。如果没有什么问题,就要检查测速发电机。测速发电机一般是直流的。
工作中注意力要集中,严禁将手和工具等物件伸进危险区内(看安全生产规程第4项)发现压床运转异常或有异常声响,(如连击声、爆裂声)应停止送料,检查原因。如系转动部件松动、操纵装置失灵、(见介绍)每冲完—个工件时,手或脚离开按钮或踏板,以防止误操作。工作前,应检查冲床防护装置是否,飞轮运转是否平稳;脚踏装置上部及两侧有无防护,操作是否可靠灵活;并清除工作场地妨碍操作的物件。
禁止夹层进料冲压,清除前冲次冲件或余料后才可进行第二次进料。定时检查模具安装情况,如有松动或滑移应及时调整。刀口磨损到毛刺超标前,应及时修磨刀口。拆卸模具时,在合模状态下进行。爱护冲压设备、冲模、工具、量具和仪器。工作完毕后,应将模具和冲床擦试干净,整理就绪。在正式冲制过程中,由于主电机的静差率随不同负荷有变化,故在冲制不同零件时,可用设置在控制板上的电磁记数器,对转速进行校正。
故障与排除
1 、曲轴轴承发热 轴套刮的不好,润滑不良 重新刮研铜瓦,检查润滑情况。
2 、从轴承里流出的油里有铜屑 缺乏润滑油,润滑油不清洁 检查润滑情况,拆开轴承进行清洗
3 、导轨烧灼 导轨间隙过小、润滑不良 、接触不良 重新研刮导轨 、调整间隙 、注意润滑
4 、操作时离合器不结合或结合后脱不开 回转健用弹簧失去弹性键配合过紧 更换弹簧、研刮键的结合间隙
5、离合器脱开时滑块不能停在上死点位置 制动带拉力不够 、制动带过度磨损 、制动轮上有油打滑 调整制动弹簧张力、更换制动器 、用煤油洗净制动带及轮周
6 、退料板不工作 打料碰头位置不对 调整碰头位置用手转动飞轮试退
7、连杆螺丝发生转动或冲击 锁紧装置松动 旋转锁紧装置
8、连杆螺丝球头在滑块球垫内冲击 球头与球垫压盖接触不良,压盖螺丝松动 刮研球头、球垫、拧紧压盖螺丝
9、按电钮(开)不工作 电源断路、热断电器断电 检查电路系统消除故障
维修人员也应注意制动、离合器的摩擦片之间如果间隙过大的表现是:压缩空气用量增大,冲压机滑块出现爬行状态,严重时会出现一次操作滑块连续动作的情况,这是不允许发生的。那么如果调整间隙过小,制动、离合器的摩擦片会发出摩擦声、发热、电动机电流上升等现象,还会造成回程弹簧的损坏。(正常间隙标准1.5~3.0mm)。
- 冲床
- 冲床
- 原经理



