昆明st7500钢丝绳芯输送带厂家





1/5
- 面议
- 2024-12-25 03:21:04
- 橡胶
- 花纹输送带
- 钢丝绳芯输送带
- 赵经理 13370606177
- 山东祥德矿山设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
接收探头内带通滤波电路 、相移电路以及 反馈信号作为时钟的采用 , 均用以克服杂散电 磁信号的干扰 ,提高电路的稳定性和可靠性 , 保 证开关量的正确产生 。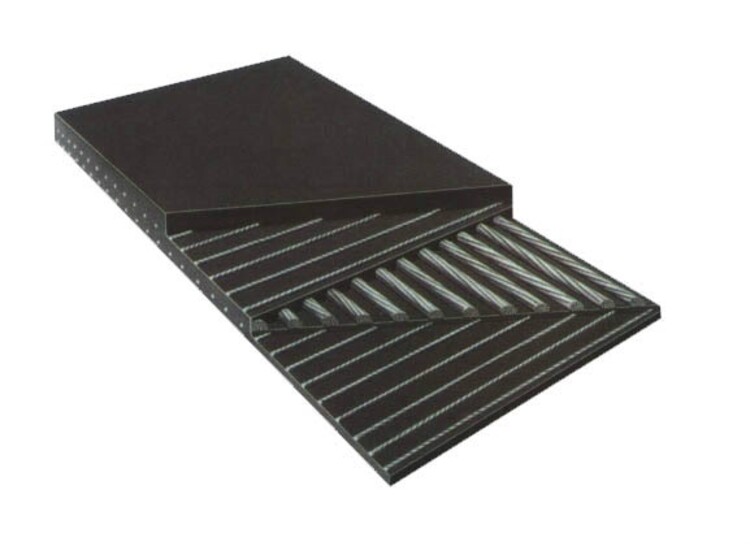
钢丝绳芯输送带相应高危区域的编号以及故 障代码 ,模拟故障现象的原理图 ,同时上位机还 负责对下位机 PLC 的过程参数和控制程序的修改与设定 。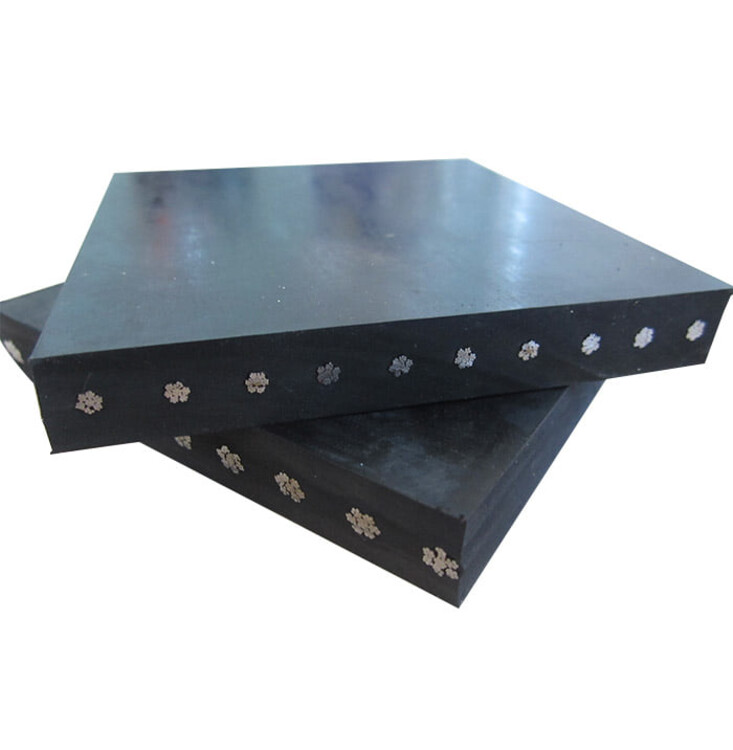
钢丝绳芯输送带是过程实施控制的中心部分 , 通过探头量信号和其它 传感电路信息的输入 , 结合所设定的程序参数 和控制要求 。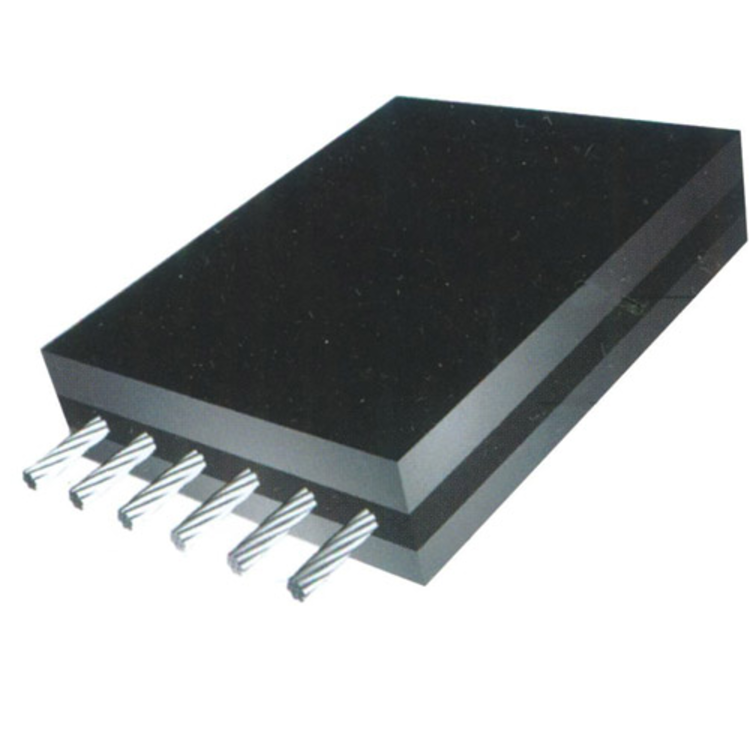
钢丝绳芯输送带对皮带机进行具体过程中所出现 的故障实施控制 ,并根据相应的输出单元由串 行接口向上位机发出流程图中所显示的相关信 息 , 如跑偏 、撕裂等 。
钢丝绳输送带的全过程防撕裂检测控制系 统通过在相关单位的试验和试用 , 完全可以适 用于恶劣的作业环境 ,抗干扰性强 ,工作稳定可, 是一套良好的输送带保护系统 。
近 , 为解决采用兰化产牌号为 钢丝绳输送带的覆盖胶 作主体材料使胶料需要二段混炼的问题 , 在相同配方条件下试用了吉化产牌号为 N240S 的软 NBR 作主体材料 。
钢丝绳芯输送带的胶料不能按硫化工 艺要求停放 1 天后再用 。胶料停放 1 天后再用 , 制备的 O 形圈不仅有接头痕迹 , 而且稍用力拉接头处就开裂 。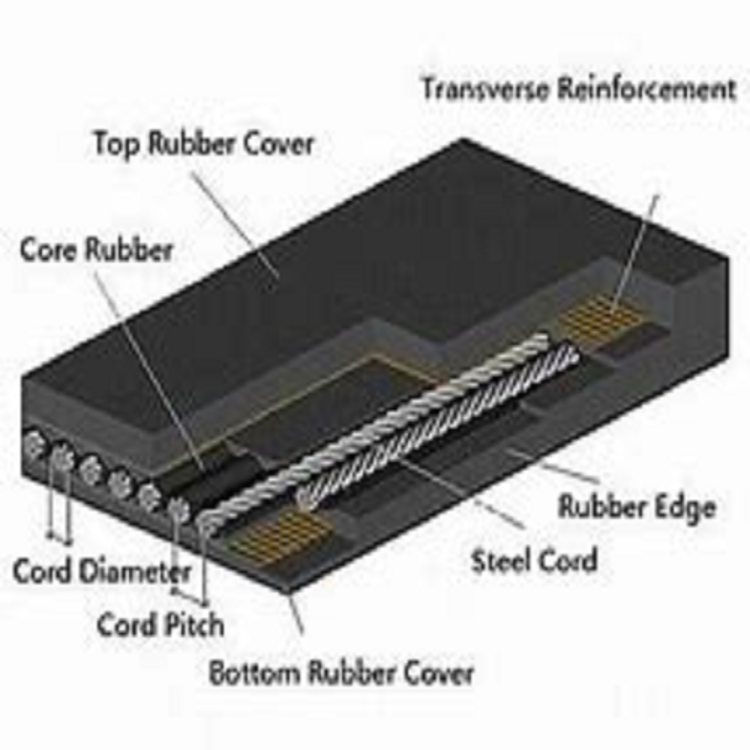
钢丝绳芯输送带在胶料混炼过程中出现整辊胶料焦烧现象 。经分析和硫化仪测试后确定 , 以上 2 个工艺问题出现的原因是 ,在胶料配方不变的条件。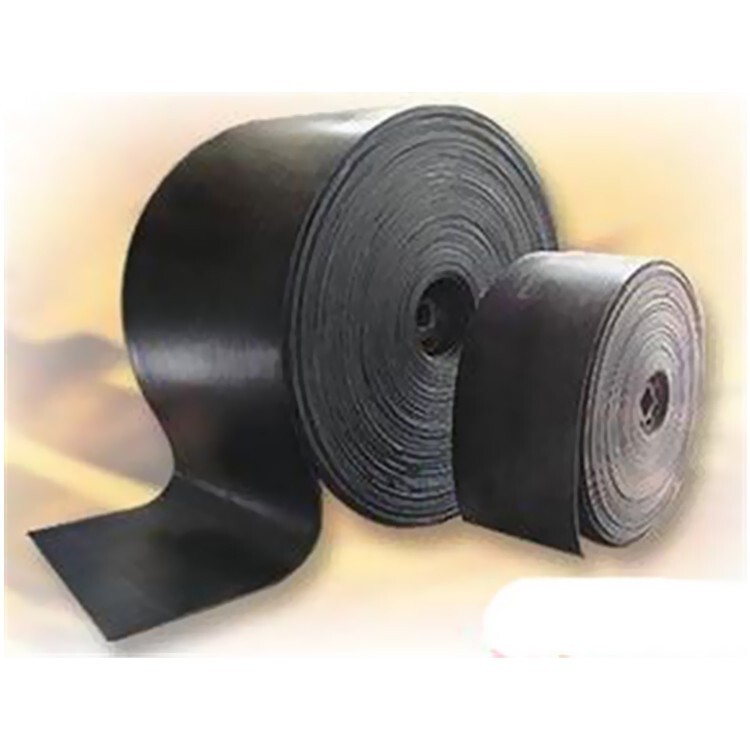
为此我们对胶料配方 , 尤其影响胶料硫化性能的硫化体系和补强体系进行了调整 , 新配方和原配方及硫化胶性 能见表 1 及 2 。
- 钢丝绳芯输送带
- 输送带
- 赵经理
- 橡胶
- 花纹输送带
- 是
- 标准件
- 否
- 耐磨
- 现货
- 机械制造
山东祥德矿山设备有限公司为你提供的“昆明st7500钢丝绳芯输送带厂家”详细介绍



