东莞手持式激光焊接机厂家供应




- 面议
- 2023-02-21 07:44:23
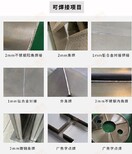
- 手持式激光焊接机,2000W手持激光焊接机,..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光拼焊技术在国外轿车制造中得到广泛应用,据统计2000年全球范围内剪裁坯板激光拼焊生产线超过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。国内生产引进车型也采用一些剪裁坯板结构。日本以CO2激光焊代替闪光对焊进行制钢业轧钢卷材的连接,在超薄板焊接的研究,如板厚100微米以下的箔片,无法熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,显示激光焊的广阔前途。日本还在世界上成功开发将YAG激光焊用于核反应堆中蒸气发生器细管的维修等,在国内还进行齿轮激光焊接技术。
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。
随着数字化技术日益成熟,代表处动地接技术的数字焊机、数字化控制技术业已稳步进入市场。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程,有效地促进了焊接特别是焊接自动化技术的发展与进步。汽车及零部件的制造对焊接的自动化程度要求日新月异。我国焊接产业逐步走向“、自动化、智能化”。
我国的焊接自动化率还不足30%,同发达工业国家的80%差距甚远。从20世纪未国家逐渐在各个行业推广自动焊的基础焊接方式——气体保护焊,来取代传统的手工电弧焊,已初见成效。可以预计在未来,国内自动化焊接技术将以的速度发展。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。
- 手持式激光焊接机,2000W手持激光焊接机,..
- 激光焊接机
- 宋威
东莞手持式激光焊接机信息
-
 南通手持式激光焊接机公司,手持自动送丝激光焊接机面议
南通手持式激光焊接机公司,手持自动送丝激光焊接机面议 -
 南昌供应激光清洗机厂家报价面议
南昌供应激光清洗机厂家报价面议 -
 菏泽销售激光清洗机价格,绿色工艺-清洁度高面议
菏泽销售激光清洗机价格,绿色工艺-清洁度高面议 -
 济宁销售机器人激光焊接机厂家,激光焊接机-实时报价面议
济宁销售机器人激光焊接机厂家,激光焊接机-实时报价面议 -
 七台河定制机器人激光焊接机厂家报价,全自动机械手-智能机器人面议
七台河定制机器人激光焊接机厂家报价,全自动机械手-智能机器人面议 -
 橡胶四氟复合膜片复合膜片四氟橡胶隔膜片膜阀常闭常开分体膜片¥ 30
橡胶四氟复合膜片复合膜片四氟橡胶隔膜片膜阀常闭常开分体膜片¥ 30









