平谷全新切削液集中供液净化系统




- 面议
- 2025-02-07 03:05:40
- 切削液集中供液净化系统,切削液集中净化..
- 马晓娟 18126773630
- 广州帝昂天科自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
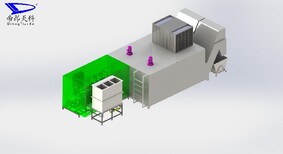
集中供液净化系统配备自动配液组件用于系统加液和补液。为确保系统乳化液的质量,避免人工配置乳化液造成的乳化液浓度不一,有效延长乳化液的使用寿命,在乳化液过滤系统内设置乳化液浓度自动配置站。自动配置站由油箱、自动混液管、供液原水管路等几部分组成。配液中心的工作介质是新鲜工业原水,取自新鲜水箱,油箱由中心油库供给可混水冷却润滑剂。可混水冷却润滑剂不得进入新鲜输水管。在初始配置时,需从检查口取样测试配置浓度,不断调整混液管上部的调整螺钉,直到得到合适的浓度然后关闭检测口,打开配液口,开始自动加液。
那切削液集中供液净化系统有什么特点呢,我们来了解下吧。
1、延长切削液的更换周期:根据实践,过滤净化后的切削液更换周期可以大大延长。
2、提高刀头刀具的使用寿命:近年来的研究表明,如果切削液中的杂质减少到10m以下,刀头刀具的使用寿命可以延长1-3倍.
3、延长管道和泵的使用寿命,而切削液中的固体颗粒等切屑会加速了管道和泵的磨损。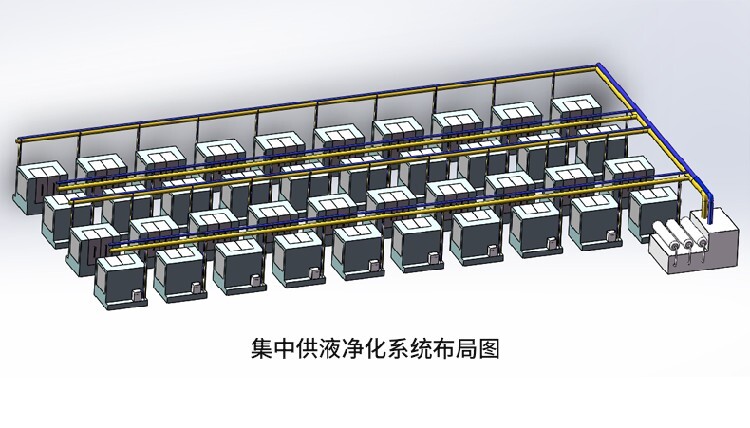
集中供液净化系统应用于多机床切削液集中供液及集中回流净化。设备具备自动配液、在线监测工作液的容量、浓度、 PH值等功能,可按照监测结果定期智能稳定工作液浓度,以工作液的质量。 集中供液净化系统可定时集中回液净化,清渣、除油、杀菌,有效延长切削液使用寿命。与单机供液相比,集中供液净化系统节约了大量的人力物力,能耗低,设备操作简单,无需特别维护,减少切削液用量, 降低次品率,可为企业大大节省运营成本。
集中供液系统的好处:
1.流量监控配比浓度准确率达99%
2.缺液自动补给,省时省力
3.无人操作(自动控制)
4.定时回液净化,有效切削液品质
5.降低刀具磨损5 ~15%,有效提高加工精度
6.集中净化除油除臭,有效延长切削液寿命20~30%
7.实现PH值、温度在线监控、浓度检测等,原液有效使用率达到90%以上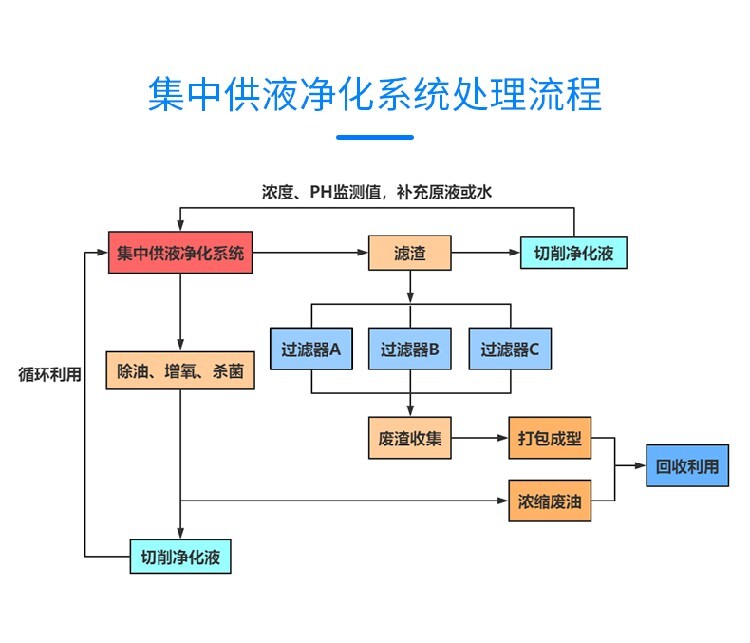
目前,对大多数工厂来说,由于废切削液的含量低、废水量大,处理难度大,一些工厂大多采用稀释后直接排放,要么就是协议拖走或简单处理后排放,既污染环境、浪费资源,又增加了成本。因此,通过延长切削液的使用寿命,减少废液排放量来降低消耗、节能减排,显得尤为重要。
广州帝昂天科自动化设备有限公司是一家集研发、生产和销售为一体的企业。公司立足于中国废液污染环境现状,深入研究适合的工业废液净化和回收利用的设备技术。我们的产品覆盖国内近二十个省市,东南亚。公司已通过ISO9001认证体系管理,通过GB/T29490知识产权管理认证。
- 切削液集中供液净化系统,切削液集中净化..
- 过滤机
- 马晓娟