北京KZA唐冶减速机速比表





- 面议
- 2024-10-02 09:33:59
- 减速机
- 张晓君 15032551755
- 唐山冶金矿山机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
保养以延长其使用寿命和工作效率。
1.经常检查地脚螺栓,不得有松动、脱落和折断。
2.每天检查减速机箱体,轴承处温度不能超过允许温度。
当温度超过室温40℃时,应检查轴承是否损坏,是否安装不当或缺少润滑油脂,负荷时间是否过长,运行有无卡滞现象等。
3.检查润滑部位
。钢丝绳电动葫芦初期使用时,每三个月换一次润滑油,并清洗箱体,去除金属屑,以后半年至一年换一次,润滑油不得泄漏,根据润滑油的清洁程度,但油量要适中。
4.注意齿轮啮合声响。
噪声过高或或有异常撞击声时,要开箱检查轴和齿轮有无损坏。正常状态下其响声均匀轻快,噪声不超过85dB(A)。
5.用磁力或超声波探伤仪检查减速机轴,发现裂纹应及时更换。
6.门式起重机电动葫芦壳体不得有变形、开裂现象。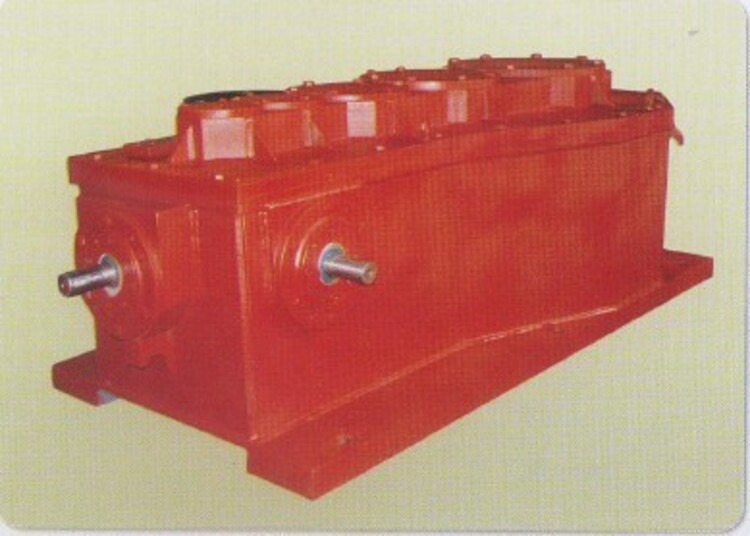
减速器附件
为了减速器的正常工作,除了对齿轮、轴、轴承组合和箱体的结构设计给予足够的重视外,还应考虑到为减速器润滑油池注油、排油、检查油面高度、加工及拆装检修时箱盖与箱座的定位、吊装等辅助零件和部件的合理选择和设计。
减速器的种类繁多,按照传动类型可分为齿轮减速器、蜗杆减速器和行星齿轮减速器;按照传动级数不同可分为单级和多级减速器;按照齿轮形状可分为圆柱齿轮减速器、圆锥齿轮减速器和圆锥-圆柱齿轮减速器;按照传动的布置形式又可分为展开式、分流式和同轴式减速器。
热前滚齿
由于成本原因,较小模数工件用整体滚刀加工,材质一般为带涂层的高速钢或者粉末冶金,头数为 1-3,在刀具使用窜刀完毕后,需要进行修磨,并返回的厂家重新进行涂层,整体硬质合金的滚刀因为性价比较低,使用较少;较大模数的齿轮由于滚刀体太大,成本太高,一般都设计为镶刀片滚刀,这样的滚刀需要定期检查每一个刀片的磨损程度,并将已磨损或崩刃的刀片换掉;对于特大模数齿轮(一般为 M>22),一般都用齿轮铣刀加工。
滚齿作为粗加工工序,国内的生产厂家如南京第二机床厂,秦川机床厂的滚齿机都可以达到 7-8 级的加工精度。欧洲的滚齿机生产厂家如 Pfauter、Liebherr 等,其机床的滚齿精度可以达到 6-7 级,并且在加工稳定性及寿命方面有较大优势。随着机械行业自动化程度的提高,自动上下料传送带以及多工位上下料系统也被应用于滚齿工序,配合的自动涨紧夹具。使机床更换工件的时间将至低,实现了加工-去毛刺-倒角同时进行。更大的增加了机床的使用效率。
展成磨
为展成法加工,与滚齿原理相似。瑞士 Reishauer 公司先发明并将其应用,磨削过程中,由于砂轮与被磨削的齿部连续啮合,从而展成齿部的渐开线形状,并且在磨削过程中无中断,所以其加工效率很高。实际加工中,由于砂轮尺寸原因,展成磨适用于加工较小模数齿轮(一般为 M<=12)。
磨削过程中,可使用氧化铝材质的砂轮,需要根据设定好的磨损寿命长度及串刀方式加工,较为优化的串刀方式为,粗磨过程中对角线窜刀,即在磨削过程中窜刀,以砂轮的不断更新来达到高的材料去除效率;在精磨过程中为步进窜刀,用砂轮的同一位置磨削以达到齿面质量的稳定性。对单一品种齿轮的大批量生产,也可以使用 CBN 蜗杆砂轮,可以更大的提高磨削效率,但是成本相应较高。
展成磨对机床的精度及稳定性有较高的要求,目前的机床公司有瑞士的 Reishauer,德国的 Liebherr,加工齿轮精度可以达到 4-5 级甚至更高,国内较为的厂家为秦川机床厂,加工精度可以达到 5-6 级。并且这些机床都具备了配套自动上下料系统的能力,并广泛应用于汽车制造行业和小型减速机制造行业,使硬齿面 齿轮的精加工效率得到很大提升。
硬齿面减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩,适用于高速轴转速不大于1500转/分,齿轮传动圆周速度不大于20米/秒,工作环境温度为-40℃—45℃的环境中。
高强低碳合金钢齿轮渗碳淬火,齿面硬度高,齿轮采用数控磨齿工艺加工,精度高、接触面好、传动、运转平稳、噪音低;体积小、重量轻、寿命长、载荷大;拆装检验方便、安装方便。中高。中心高度传动率。装置的参数用电脑优化设计。选配高强低碳合金钢齿轮箱,经渗碳淬火研磨。齿面硬度高,精度达到国际6级。
- 减速机
- 硬齿面减速机
- 张晓君



