工业线性振动摩擦机代理,振动摩擦焊接机






- 面议
- 2024-11-04 15:38:33
- 线性振动摩擦机,振动摩擦机模具,振动摩擦..
- 何小姐 13724594868
- 东莞市欣宇超声波机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量
治具拆除
先用扭力扳手稍微松开上治具的固定螺丝,然后将4根导柱装在下治具上,缓慢的上升工作台,将立柱对准在上治具上的孔上
通过立柱,上下治具连在一起,再上升台面至完全接触
松开固定螺丝将上治具与驱动板分离开
下降工作台,松下治具固定螺丝,然后将上、下治具从工作台拆下
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件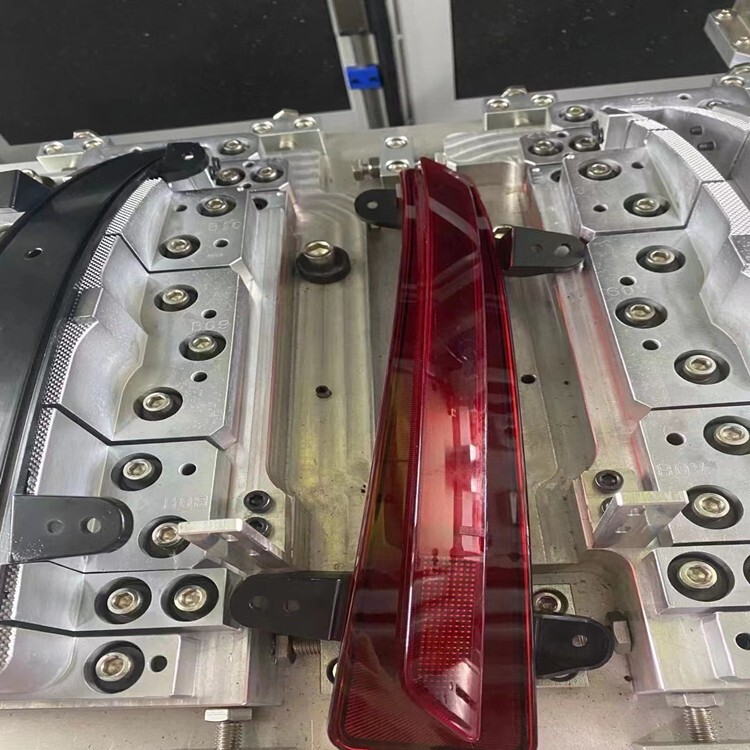
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
初期摩擦阶段
不稳定熔融阶段
稳定熔融阶段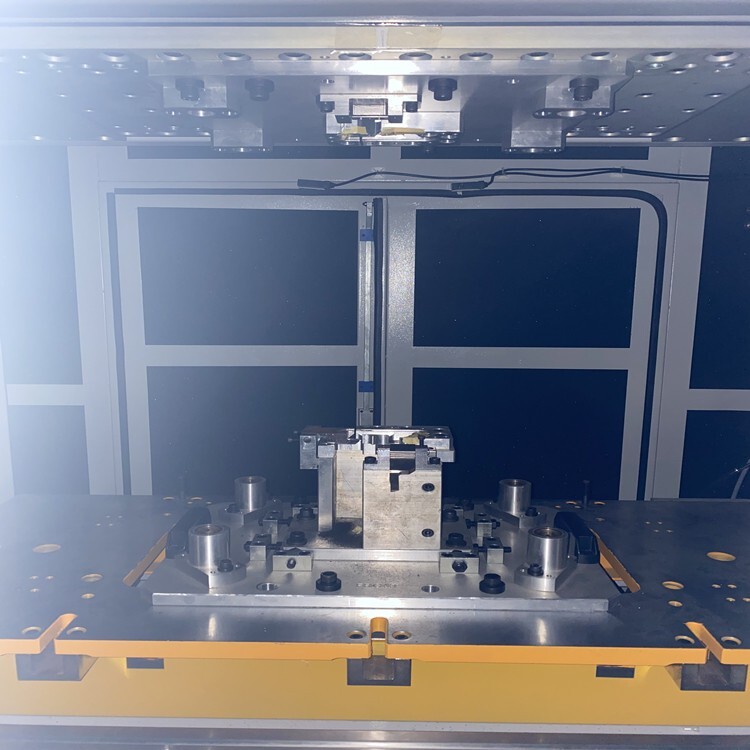
预防保修
日常保养 -油位检查
AMP功能检查
紧急停止功能检查
后门及控制部门关闭状态
隔音门自动功能检查
周保养
检查升降台轴承
检查油压部冷却风扇
气动及油压路线检查
检查振动部有无松动螺栓
月保养
升降台轴承加润滑油
全面清理和清洁设备
检查油压滤清器
年保养
每年检查两次油压马达
启动3000 ~ 4000小时后,清洗油箱,及替换油压油
设备特点
使用高频率,
摩擦效果好
自动保持振幅恒定
可控制输出功率
焊接模式设定:深度、时间
自动谐振功能
多阶段熔接
易于操作的触控显屏
多种语言界面
储存操作条件
替换治具方便
装有隔音装置
- 线性振动摩擦机,振动摩擦机模具,振动摩擦..
- 摩擦焊机
- 何小姐
推荐信息
-
 靠谱振动摩擦机,汽车灯焊接机靠谱振动摩擦机
靠谱振动摩擦机,汽车灯焊接机靠谱振动摩擦机 -
 线性摩擦机模具,振动摩擦机模具北京振动摩擦机模具
线性摩擦机模具,振动摩擦机模具北京振动摩擦机模具 -
 振动摩擦机模具,坚实振动摩擦机厂家欣宇超声波振动摩擦机
振动摩擦机模具,坚实振动摩擦机厂家欣宇超声波振动摩擦机 -
 贵州振动摩擦机加工,振动摩擦机厂家北京振动摩擦机加工
贵州振动摩擦机加工,振动摩擦机厂家北京振动摩擦机加工