四川小型角钢打孔切断一体机天马机械厂报价






1/6
- ¥3600.00
- 2024-11-15 03:24:51
- 角钢打孔切断一体机
- 李经理 15632963200
- 任县天马机械制造厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
剪切刀具、刃口应保持锋利,刃口变钝或有崩裂现象,应及时更换4 剪切钢板、圆钢、方钢。型钢时压紧 5 剪切或冲孔时,严禁用手抚摸转动的机件表面,严禁测量工件,不得用手直接清理边角料。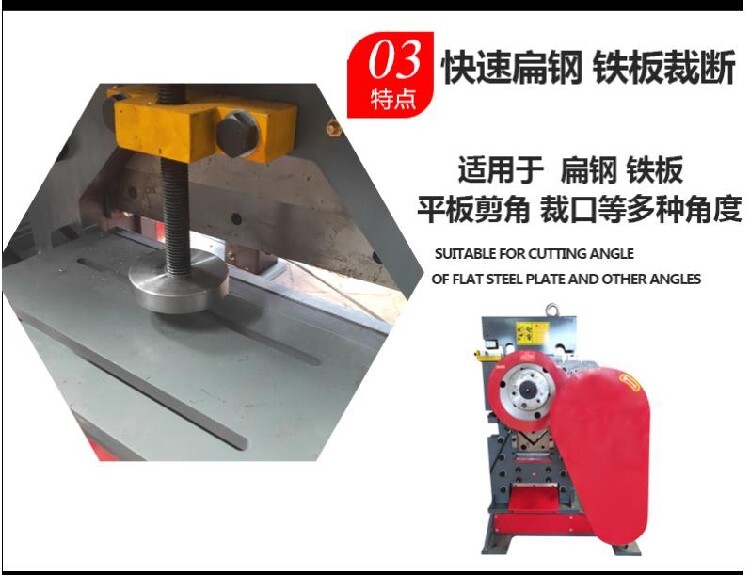
操作者离开机床时停车,再开车时,要检查各部位手柄的原位置应无变动。 7) 不准剪切叠合板料,不准剪切压不紧的狭窄板料和短料。 8)两人或多人协同作业时,有一人统一指挥,动作一致。 9)入料时,手指离开刀口200mm 以外,小件要用工具。三、异常及紧急情况的处理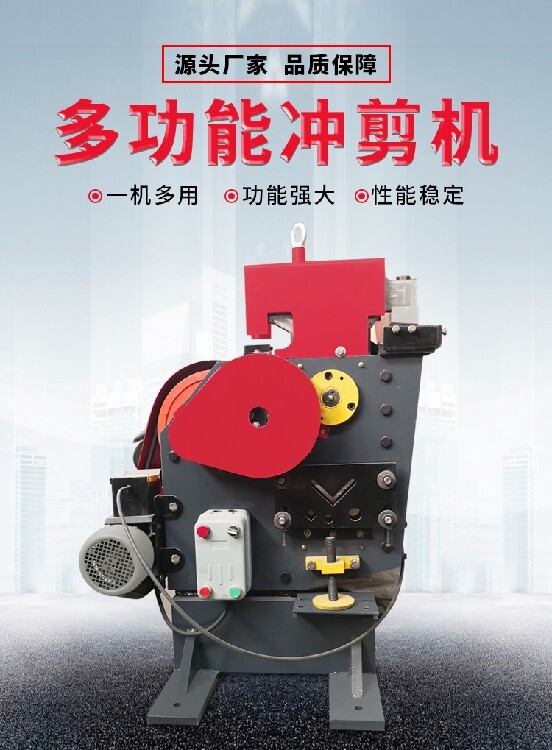
从提高工、模具内在性能出发提高塑性 1.对使用一段时间后的模具、工具,定期进行预热处理,预热温度控制在金属的相变温度以下,这样对强度影响不大,但可消除应力集中,提高塑性。一般温度控制在300℃~400℃,然后用肉眼或探伤的方法进行表面检查,消除有关缺陷。 2.寒冷季节(室温低于10℃)每天开工前用200℃~300℃的温度预热模具、工具、锤头、滑块,减小变形抗力增强其塑性。 3.热加工用模具、工具的冷却要注意冷却水的温度不要太低,不要采用急冷,一般要冷却水的温度大于50℃。 角钢切断机工艺改进主要考虑的是减少应力集中,提高模具、工具的塑性。一般的情况下,应力集中越严重,越容易引起模具局部破损;模块的塑性越差,越容易造成模具裂纹。
- 角钢打孔切断一体机
- 冲床
- 李经理
任县天马机械制造厂为你提供的“四川小型角钢打孔切断一体机天马机械厂报价”详细介绍


