铁岭激光焊接机参数,全自动机械手-智能机器人



- 面议
- 2023-02-21 07:44:32
- 激光焊接机,全自动机械手-智能机器人,全..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
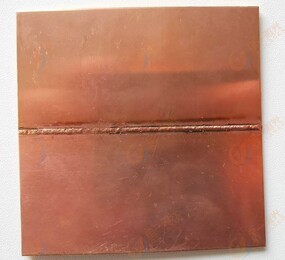
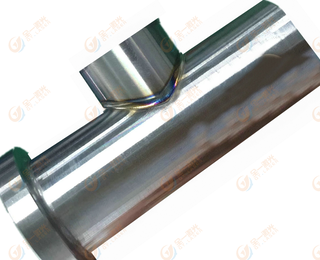
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。
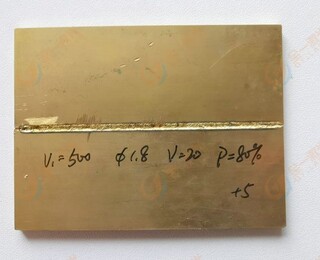
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。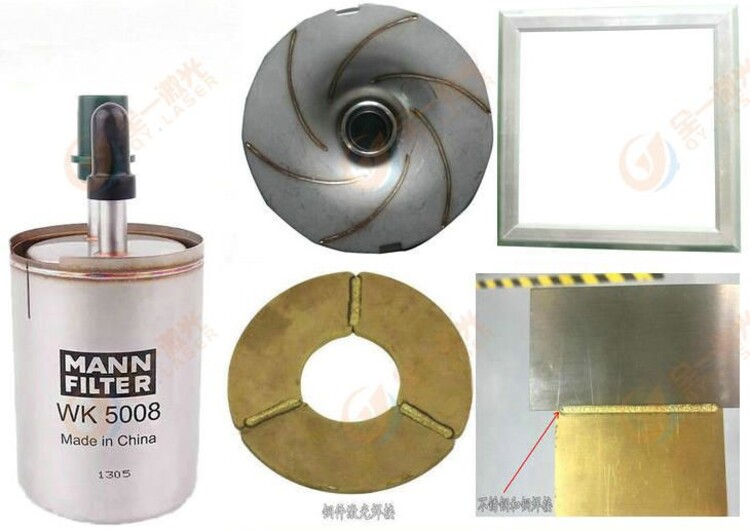
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益,使粉末冶金材料的应用受到限制。在八十年代初期,激光焊以其特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出特的性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。
随着数字化技术日益成熟,代表处动地接技术的数字焊机、数字化控制技术业已稳步进入市场。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程,有效地促进了焊接特别是焊接自动化技术的发展与进步。汽车及零部件的制造对焊接的自动化程度要求日新月异。我国焊接产业逐步走向“、自动化、智能化”。我国的焊接自动化率还不足30%,同发达工业国家的80%差距甚远。从20世纪未国家逐渐在各个行业推广自动焊的基础焊接方式——气体保护焊,来取代传统的手工电弧焊,已初见成效。可以预计在未来,国内自动化焊接技术将以的速度发展。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,终将成为焊接中心的主导产品。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。
焊接柔性化技术也是我们着力研究的内容。在未来的研究中,我们将各种光、机、电技术与焊接技术有机结合,以实现焊接的化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是我们当前的一个研究方向;另外,焊接机器人与系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,是我们研究的。
- 激光焊接机,全自动机械手-智能机器人,全..
- 激光焊接机
- 宋威
铁岭激光焊接机信息
-
 湛江斗山钩机筑梦未来¥ 8888
湛江斗山钩机筑梦未来¥ 8888 -
 达州地埋涂塑钢管3PE防腐钢管厂家特别介绍¥ 128
达州地埋涂塑钢管3PE防腐钢管厂家特别介绍¥ 128 -
 新安晚报登报热线电话面议
新安晚报登报热线电话面议 -
 GP2500-TC41-24V升级模块¥ 3000
GP2500-TC41-24V升级模块¥ 3000 -
 商贸公司注册费用上城区丁桥镇代理记账怎么收费电话面议
商贸公司注册费用上城区丁桥镇代理记账怎么收费电话面议 -
 重庆时报证件挂失登报办理电话面议
重庆时报证件挂失登报办理电话面议






