七台河切削液集中供液净化系统




- 面议
- 2024-06-29 04:22:06
- 切削液集中供液净化系统,切削液集中净化..
- 马晓娟 18126773630
- 广州帝昂天科自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
与单机循环系统相比,集中过滤的性表现在以下几个方面:
1、过滤精度容易控制。
2、容易实现自动控制。
3、便于管理添加切削液时点数少,可以减少切削液管理人员,废切削液可以集中处理,环境污染小;排出的铁屑集中,便于运输处理,切削液的使用情况可以集中检测。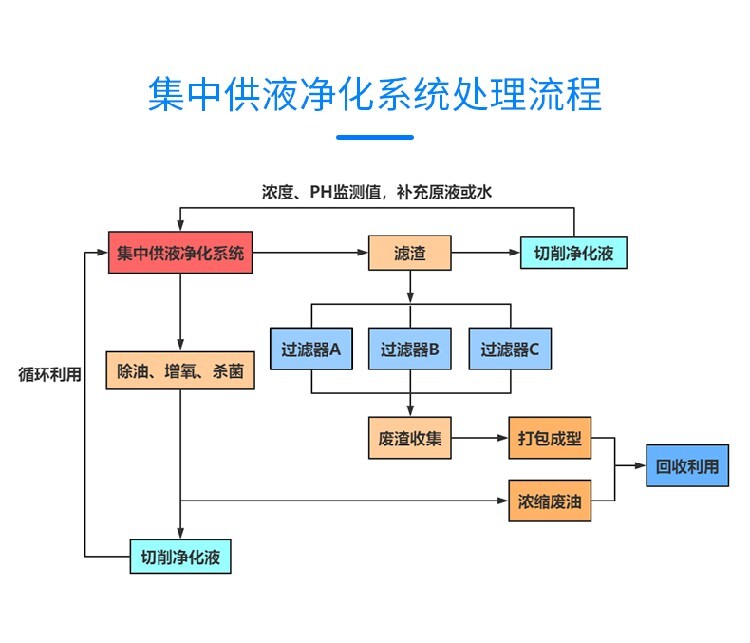
采用单机供切削液利用率低,约为50%左右,新配制切削液使用从初始开始,切削液的质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。经验统计,机床单机供切削液,切削液的利用率约为50%左右。采用户集中供液后切削液利用率达95%以上
一、切削液集中供液净化系统设计主要特点
1.通过自动化控制实现切削液自动监测,如PH值、电导率、温度、浓度等;
2.自动供液和自动回液、自动过滤实现无人值守;
3.设备自动控制,通过PLC完成进料、过滤、冲洗等工艺过程的自动运行与维护的完成,允许现场紧急停机。在系统运行过程中,通过手动阀门完成系统参数的设置;
4.膜材料及辅助设备材料均选用耐受料液腐蚀的材料,密封件选用聚四氟乙烯;
5.设备制作紧凑美观,布局合理,占地面积小;
6.技术,运行成本低;
7.操作、维护简单,全机智能化控制,触屏界面;
8.可使切削液降低并杀死特定细菌,并可有效除臭;
9.保护操作者,降低切削液对人体健康之危害;
10.延长切削液使用时间,增加刀具寿命;
11.快速收集水箱中的废油,并的做到油水分离;
12.全自动配液,无需人工参与;
13.切削液自动恒温(20-25℃)。
在工业加工过程中,切削液在机械加工中有非常重要的地位它的好坏影响工厂的生产力,具的使用寿命和工件的质量,使用过的切削液会逐渐降解,一旦液体失效,就更换并清理.再生处理系统不仅能去除油污还把产品的品质上升到一个新的层次。率的油水分离系统能显著提升切削液的品质,改善液体发臭的现象,设备以旁路方式运行能在生产持续运行的情况下去除切削液中的油污表面固体颗粒,表面金属粉末及其他污染物。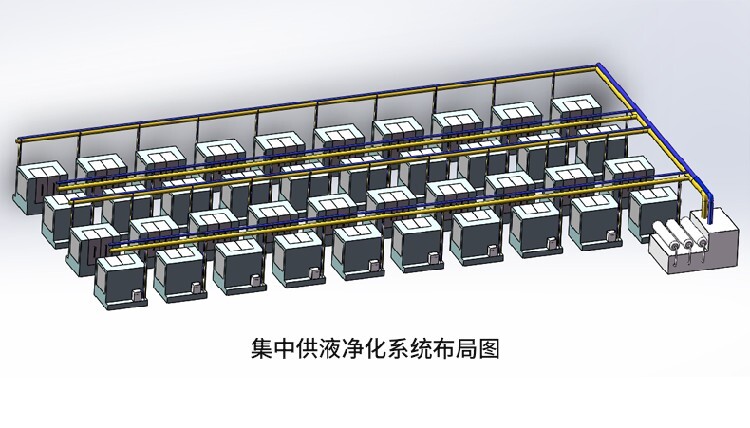
通过采取有效的切削液集中供液净化系统方案能够大大延长切削液的使用寿命(净化后不需更换切削液,浓度降低后添加原液即可)。切削液管理的首要目标是采取有效的管理监测维护和再利用措施,保持制剂的品质和性能.
那切削液集中供液净化系统有什么特点呢,我们来了解下吧。
1、延长切削液的更换周期:根据实践,过滤净化后的切削液更换周期可以大大延长。
2、提高刀头刀具的使用寿命:近年来的研究表明,如果切削液中的杂质减少到10m以下,刀头刀具的使用寿命可以延长1-3倍.
3、延长管道和泵的使用寿命,而切削液中的固体颗粒等切屑会加速了管道和泵的磨损。
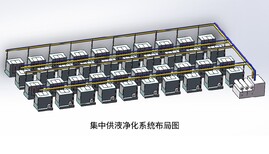
集中供液净化系统应用于多机床切削液集中供液及集中回流净化。设备具备自动配液、在线监测工作液的容量、浓度、 PH值等功能,可按照监测结果定期智能稳定工作液浓度,以工作液的质量。 集中供液净化系统可定时集中回液净化,清渣、除油、杀菌,有效延长切削液使用寿命。与单机供液相比,集中供液净化系统节约了大量的人力物力,能耗低,设备操作简单,无需特别维护,减少切削液用量, 降低次品率,可为企业大大节省运营成本。
集中供液系统的好处:
1.流量监控配比浓度准确率达99%
2.缺液自动补给,省时省力
3.无人操作(自动控制)
4.定时回液净化,有效切削液品质
5.降低刀具磨损5 ~15%,有效提高加工精度
6.集中净化除油除臭,有效延长切削液寿命20~30%
7.实现PH值、温度在线监控、浓度检测等,原液有效使用率达到90%以上
本系统为自动供、回液集中过滤系统,含有杂质的乳化液经过杂质泵泵入集中过滤系统内,经过过滤的切削液再次泵入机床参与加工,杂质则被过滤系统并排除。
经过输送机后的乳化液经过脏液泵进入到过滤装置,杂质被在滤材上,过滤后的乳化液进入到净液箱中,然后经过净液泵进入到CNC中参加工件的加工。
- 切削液集中供液净化系统,切削液集中净化..
- 过滤机
- 马晓娟
