宁波软线剥皮机厂家设备






- 面议
- 2025-01-24 05:17:53
- 激光焊接机
- 薛小姐 18106139054
- 苏州曙天激光有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光焊接机参数
功率密度
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
离焦量的影响
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
下面我们就来了解一下激光焊接机在光通讯行业的具体应用。
光通讯器件激光封装技术对焊接机能量分配及能量的稳定性要求非常高,要求三路光(或六路光)能量偏差值≤0.03J。因此一定要选用高精密的激光焊接机来完成焊接工作。具体要求如下:
1、焊点直径大小0.4~0.7mm;焊点熔深大小0.3~0.6mm ;剪切力≥42Kg。
2、焊点分布:可同时焊接3枪,圆周方向9个位置的焊点(穿透焊与平焊焊点分布相同)。另外,可自修改程序更改焊点分布情况。
3、具有补焊功能,即焊接时不良可直接补焊(设备有这个功能,但使用可选可不选)。
4、可同时做平焊和穿透焊,要求平焊与穿透焊直径、熔深参数一致。
5、通过调整焊接机的能量、焊枪的入射角及精细变焦等工艺参数,观察火花的明亮程度和听激光打在器件上的声音,来初步判断焊接的效果。***终,通过测试器件焊斑大小、熔深的的大小来判断器件是否满足要求。
6、焊接完后,功率偏差在5%以内的直通率要求90%以上,老化测试后的直通率要求不变化。
随着近几年的应用经验积累,激光焊接机在光通讯器件封装上的应用逐渐变得成熟,在这个领域,国外也有类似产品投入市场,但是他们设备价格偏高,很多中小型企业和用户难以适应,国内激光焊接机市场的不断发展,技术也逐渐成熟,鑫镭激光高精密激光焊接机完满足光通讯产品的封装焊接,并在市场上已有非常成熟的应用。
激光连续激光焊接机介绍
连续光纤激光焊接机是激光焊接机经过发展而研发出的一款新型焊接设备,它主要由“焊接主机”和“焊接工作台”配套组成,该系列设备拥有多款工作台可选,是传统光纤传输激光焊接机速度的5倍以上,可以满足不同行业用户的需求。
连续激光焊接机在在实际应用中可以为用户带来、的焊接方案,这源于此款设备自身的优势,主要有以下几点。
1、连续激光焊接机电光转换率非常高而且能耗低,长期使用可为用户节省大量加工成本;
2、焊接深宽比高可达10:1,焊点光滑美观,焊缝平整无气孔,焊缝强度、韧性至少相当于甚至超过母材金属,焊后无需处理或只需简单处理,降低工人的劳动强度;
3、连续激光焊接机可靠性高,可24小时连续稳定加工,因此非常适合大批量的生产加工。
4、连续激光焊接机还可以根据客户的不同需求来针对定制,为客户量身打造的应用方案。
随着近几年激光技术的不断提升,连续激光焊接机智能化程度越来越高,现在已经成为了焊接领域的产品,在精密焊接工艺中更是备受青睐。该机适合焊接各种金属及其合金材料,还可做到相同金属或者不同金属间的精密焊接,所以已广泛应用于航空航天设备、船舶制造、仪器仪表、机电产品、汽车制造等行业。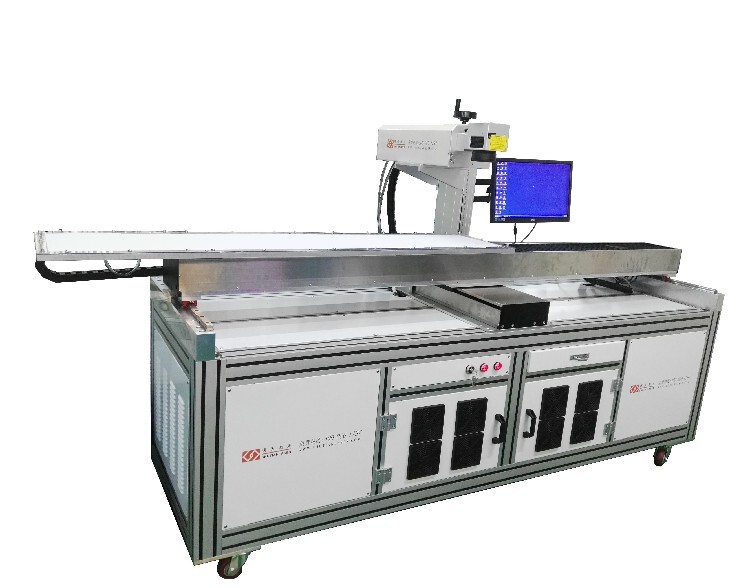
光纤激光焊接机产品耗能非常的低,这对于每一个用户来说都是非常心动的一个因素。普通的光纤激光焊接机那种大功率的使用就因为耗能比较大,所以没有被大部分用户给关注到,而新型的光纤激光焊接机耗能却远远低于普通的光纤激光焊接机,它的表现更是非常的出色,所以就导致了它被许多的用户都喜欢着。
- 激光焊接机
- 激光焊接机
- 薛小姐



