齐齐哈尔激光焊接设备电话,机器人激光焊接机生产厂商




- 面议
- 2023-02-21 07:44:33
- 激光焊接设备-,机器人激光焊接机定制,机..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
例如,在电子装置制造中,以往用的焊接机器人对电子组装施以锡钎焊时,留有一定空间让烙铁头能伸人至被焊部位进行焊接。随着电子产品小型化的发展,电子部件引脚的间距越来越小(0.3mm间距),集成电路芯片封装元件的引脚间距也从当初的1.0mm发展为0.8mm、0.65mm、0.5mm,甚至0.4mm、0.3mm都已很普遍,并且部件之间的空间也越来越小。
半导体激光锡焊机器人系统设有位置校正系统,以焊点位置的及工艺参数的优化。其原理是通过摄像头对工件,上的标记点照射后,经画像处理装置和激光变位传感器,对焊接位置和高度进行补正。通过液晶触摸屏对输出功率、激光照射时间、焊接温度曲线等工艺参数进行设定。
特征 1、具有非接触性,激光形成的点径小可以到0. 1mm,送锡装置小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。 2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。 3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。 4、进行无铅焊接时,不易发生焊点裂纹。 5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。
激光焊接机器人系统已越来越广泛地被应用于手机、笔记本电脑等电子设备的摄像头零件、LCD零件及微型电动机、微型变压器等零部件的焊接,还可用于液晶TV、数码照相机、航空航天制造、汽车零件制造等领域。
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。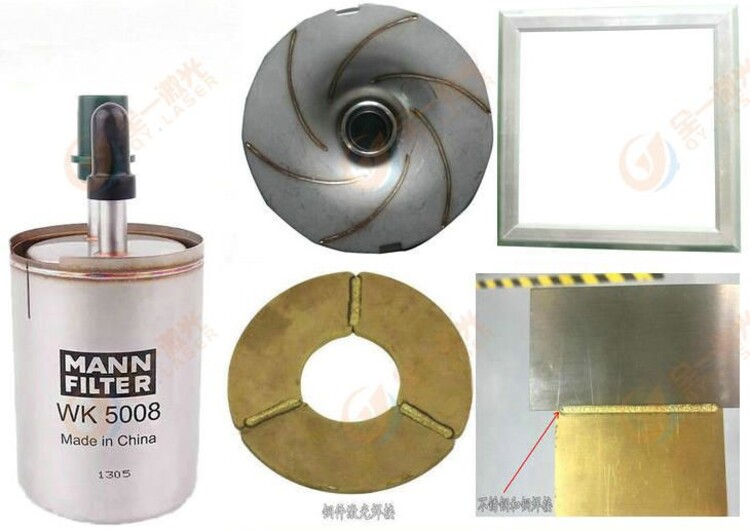
激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。 可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益,使粉末冶金材料的应用受到限制。在八十年代初期,激光焊以其特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出特的性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,终将成为焊接中心的主导产品。
- 激光焊接设备-,机器人激光焊接机定制,机..
- 激光焊接机
- 宋威
东莞激光焊接设备厂家报价信息
-
 廊坊激光焊接设备供应商,机器人激光焊接机生产厂商面议
廊坊激光焊接设备供应商,机器人激光焊接机生产厂商面议 -
 四平定制假山_假山塑石_人造假山喷泉工程¥ 280
四平定制假山_假山塑石_人造假山喷泉工程¥ 280 -
 葫芦岛手持式激光焊接机报价面议
葫芦岛手持式激光焊接机报价面议 -
 伊春手持式激光焊接机供应商面议
伊春手持式激光焊接机供应商面议 -
西安手持式激光焊接机供应商面议
-
 牡丹江手持式激光焊接机品牌面议
牡丹江手持式激光焊接机品牌面议







