活性炭粉螺旋输送机坚固,绞龙输送设备



- ¥5000.00
- 2024-10-30 02:13:50
- 螺旋输送机,绞龙输送设备
- 韦文杰 18738381900
- 河南骄阳机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
LS型螺旋输送机等效采用ISO1050-75标准,设计制造符合ZBJ81005.1~2-88《 LS螺旋输送机 》标准。LS型螺旋输送机直径由100mm~1250mm,共十二种规格,分为单驱动和双驱动两种形式,单驱动螺旋机大长度可达40m(特大型30m),双驱动螺旋机采用中间断开轴结构,大长度可达80m(特大型60m),螺旋机长度每 0.5m 一档,可根据需要选定,螺旋机头部轴承、尾部轴承置于壳体外部减少了灰尘对轴承室的侵入提高了螺旋机关键件的使用寿命。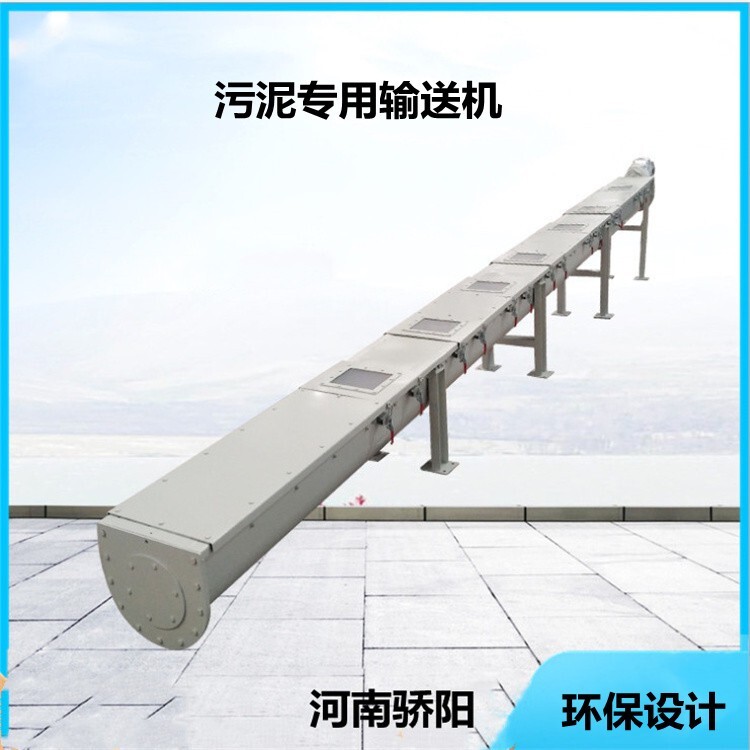
把螺旋输送机实体型的制法叫做s制法,其节距大过叶片直径的接近一倍,其主要用于粉状和颗粒状的物料。带式型的制法叫做D制法,其节距与叶片直径相同,这款多用于粉状和小块的物料。叶片型也有用,但比较少,其主要是输送那些粘度比较大或且可以压缩的物料,其节距大过叶片直径超过一倍。知道了其不同的结构特征后,消费者在选购时就可以根据自己要加工的物料选择相对应的型号,避免盲目购买。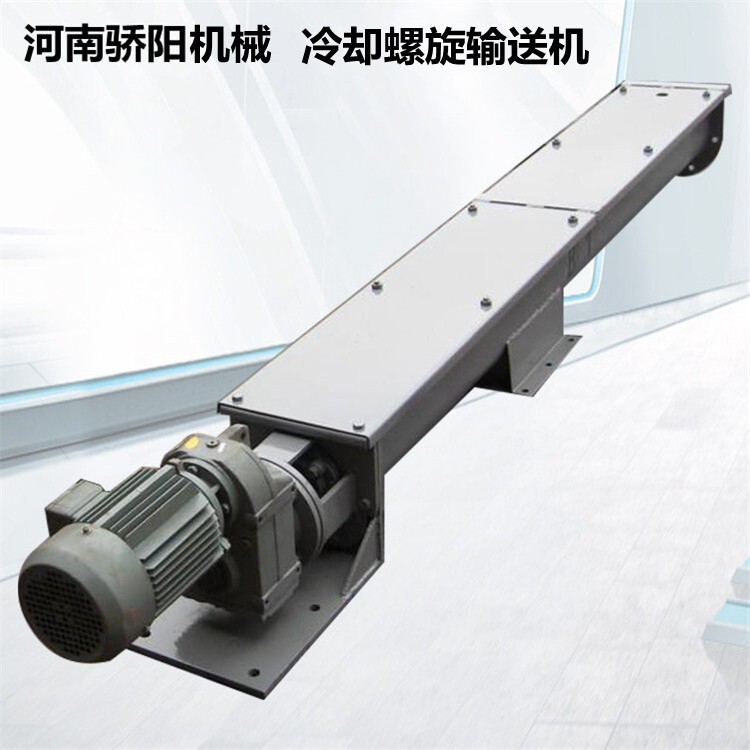
如何处理螺旋输送机的底部清料
1、合理选择螺旋输送机各技术参数,如慢速螺旋输送机转速不能太大。
2、严格执行操作规程,做到无载启动、空载停车;进料连续均匀。
3、加大出料口或加长料槽端部,以解决排料不畅或来不及排料的问题。同时,还可在出料口料槽端部安装一小段反旋向叶片,以防端部堵料。
4、对进入输送机的物料进行必要的清理,以防大杂物或纤维杂质进入机内引起堵塞。
5、尽可能缩小中间悬挂轴承的横向尺寸,以减少物料通过中间轴承时堵料的可能。
6、安装料仓料位器和堵塞感应器,实现自动控制和报警。
7、在卸料端盖板上开设一防堵活门。发生堵塞时,由于物料推积,顶开防堵门,通过行程开关切断电源。
螺旋输送机的倾斜角度对于螺旋输送机输送过程的生产率和功率消耗都有影响,一般它是以一个影响系数的形式来体现的。螺旋输送机输送能力将随着倾斜角度的增加而迅速降低的,同时,螺旋输送机布置时倾斜角度也将影响物料的输送效果。另外倾斜角度的大小还会影响填充系数,倾斜角度越大,允许的填充系数越小,螺旋输送机的输送能力越低。因此,在满足使用条件的前提下,螺旋输送机尽量避免倾斜布置,而好采用水平布置;若工艺需要采用用倾斜布置,为了提高输送效率,倾斜角度也不宜太大,一般倾斜角度β=10°~20°。若不能满足要求,可采用多级倾斜布置,以减少损耗。
螺旋输送机的驱动功率,是用于克服在物料输送过程中的各种阻力所消耗的能量。主要包括以下几个部分:①使被运物料提升高度日(水平或倾斜)所需的能量:②被运物料对料槽壁和螺旋面的摩擦所引起的能量消耗:③物料内部颗粒间的相互摩擦引起的能量消耗;④物料沿料槽运动造成在止推轴承处的摩擦引起的能量消耗;⑤中间轴承和末端轴承处的摩擦引起的能量消耗。
一台螺旋输送机通常 由驱动装置、 头节、 若干标准中间节、 选配中间节、 尾节、 进料口 、 出料口 等组成, 除头节和选配中间节外, 各节螺旋机及机壳均有互换性。
- 螺旋输送机,绞龙输送设备
- 螺旋输送机
- 韦文杰



