汽车灯焊接机,细致欣宇超声波振动摩擦机北京振动摩擦机






- ¥15000.00 ≥ 1台
- 2024-09-14 01:09:45
- 欣宇
- 焊接
- 振动摩擦机,振动摩擦焊接机,振动摩擦机模..
- 何小姐 13724594868
- 东莞市欣宇超声波机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
东莞市欣宇超声波机械有限公司为您提供大量关于北京振动摩擦机,销售振动摩擦机,等方面的信息和资料。
特点
轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。
高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑制加工时的抖动与高噪音分贝。
精密线性滑轨的加工模具,使得加工成品上下错模减少,达到验收值。
不须位的加工模具,省去模具质量与配重的技术门坎。
针对如PP、尼龙、塑钢等添加玻纤材质能有效焊接。 振动摩擦焊接机概要
振动摩擦焊接机概要
振动摩擦焊接机是利用线性振动所产生的摩擦热焊接热塑性塑胶产品,多用于超声波焊接机, 热板焊接机等其他塑胶焊接机无法焊接的需要精密焊接的尺寸较大, 形状特殊, 难熔材质的塑胶产品。
线性振动焊接机是在上下产品接触面进行线性摩擦, 产生的摩擦热由上下产品的熔融高度, 振幅, 压力所决定。
本机装有精密的深度控制传感器 ( 微脉动线性位移开关 ),用于检测工作台面位置及控制焊接过程中产品熔接深度。使用这种深度控制传感器就不需要另装监测台面位置的限位开关,且提高了焊接质量和焊接牢度。
振动源(AMP)利用 IGBT 技术, 快速进行自动谐振,提供均匀的焊接效果, 操作简便的触摸式屏显及程序编程,是使用者操作变得很方便。
本机还具有外部通信功能,一般此功能为选装。
线性振动焊接机利用油压系统来控制工作台面的升降及给与产品压力,下治具的夹紧也可用油压来进行。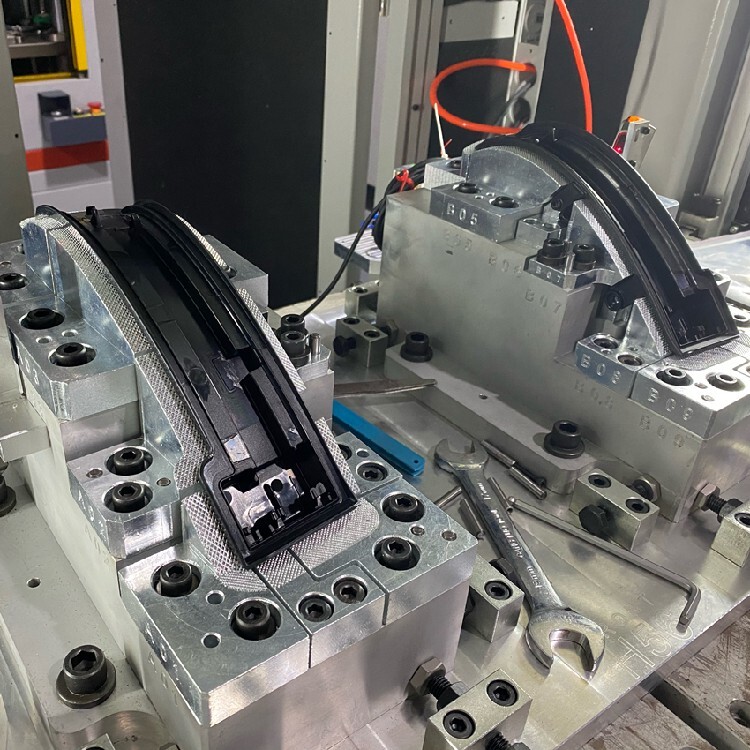 初始启动步骤
初始启动步骤
连接电源,气源
打开空气阀门,此时隔音门是开着的
打开NFB开关(在侧面控制部门内)
打开主电源开关顺时针方向施转
在手动操作画面上选择打开油压系统电源
安装上下治具
在手动模式中安全打开隔音门
在手动模式中安全下降工作台面
进行自动频率谐振
设定焊接条件
在自动模式中试焊产品
找佳焊接条件
储存焊接条件
佳条件上生产成品
焊接完毕时
在手动模式中关闭隔音门
关掉住电源, 逆时针方向旋转
后续反复启动步骤
打开主电源(Key Power Switch) Step 2. 打开油压系统电源
安装治具
拨出相应焊接条件
在自动模式中焊接产品 要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按“治具替换”,在按“台面上升”,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止. 上治具
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque) 设定佳焊接条件
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量
- 欣宇
- 振动摩擦机,振动摩擦焊接机,振动摩擦机模..
- 摩擦焊机
- 何小姐
- 欣宇
- 焊接
- 直流
- 塑料
- 脉冲
- 惯性摩擦焊机


