广东环保切削液集中供液净化系统制作精良,切削液集中过滤系统




- 面议
- 2024-06-29 04:25:47
- 切削液集中供液净化系统,切削液集中净化..
- 马晓娟 18126773630
- 广州帝昂天科自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
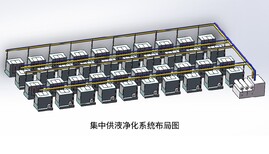
切削液切削液集中供液净化系统,系统稳定性好,可减少切削液更换频率,降低工作人员工作量,延长加工中心设备使用寿命等。所以对于大型机械加工厂,推荐采用切削液集中供液净化系统。
采用单机供切削液利用率低,约为50%左右,新配制切削液使用从初始开始,切削液的质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。经验统计,机床单机供切削液,切削液的利用率约为50%左右。采用户集中供液后切削液利用率达95%以上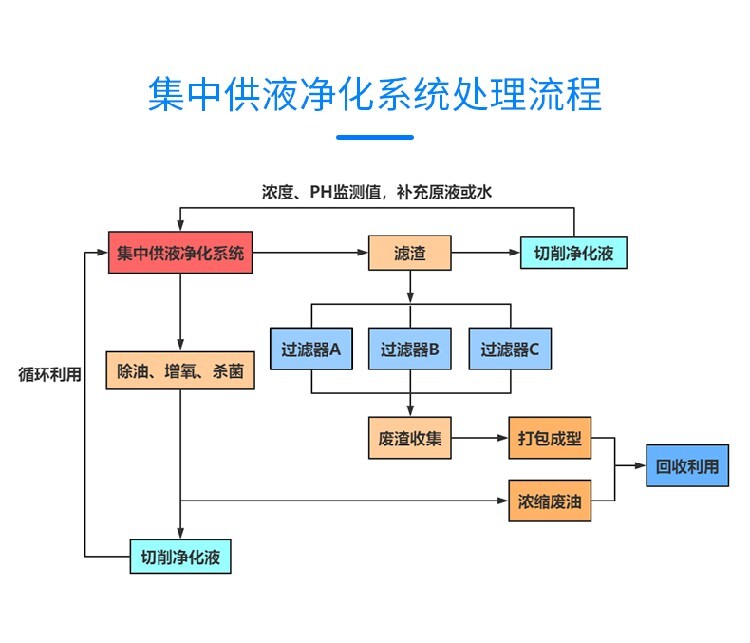
切削液集中供液净化系统能为企业带来如下好处:
1)车间作业更环保更安全
2)提高生产力,降低成本
3)提高企业竞争力
4)使工厂的生产符合环保要求,降低环保风险
5)帮助工厂持续生产出的产品
6)为工厂员工提供一个更健康更安全的工作环境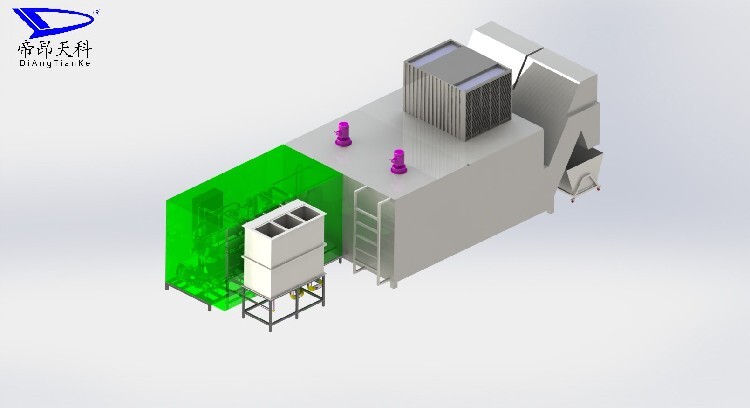
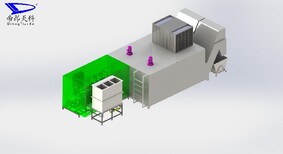
集中供液净化系统配备自动配液组件用于系统加液和补液。为确保系统乳化液的质量,避免人工配置乳化液造成的乳化液浓度不一,有效延长乳化液的使用寿命,在乳化液过滤系统内设置乳化液浓度自动配置站。自动配置站由油箱、自动混液管、供液原水管路等几部分组成。配液中心的工作介质是新鲜工业原水,取自新鲜水箱,油箱由中心油库供给可混水冷却润滑剂。可混水冷却润滑剂不得进入新鲜输水管。在初始配置时,需从检查口取样测试配置浓度,不断调整混液管上部的调整螺钉,直到得到合适的浓度然后关闭检测口,打开配液口,开始自动加液。
为了延长乳化液的使用寿命,除了选择合适的质量和合理使用冷却液外,切削液过滤设备的维护也是一个非常重要的因素。切削液维护需要做到以下几点:
1、液净化应及时清除切削液中的金属粉末等碎屑和浮油,以消除细菌的滋生环境。
2、定期检查切削液的PH值,并及时采取相应措施
3、及时添加切削液,由于切削液在循环,使用过程中会因飞溅、雾化、蒸发以及加工材料和切屑的携带而不断消耗,因此需要及时添加新的切削液,以保持系统中循环液的总量不变。
集中供液系统的好处:
1.经济上为企业减少30-40%的支出。
2.集中供液系统配备自动配液功能,提高配液准确性,降低了人工操作失误带来的风险。
3.集中供液系统配备切削液净化功能,每天可以对使用中的切削液进行净化达到新液的效果,对加工件光洁度有,降低刀具磨损,生产车间无异味。
4.集中供液系统的杀功能和自动恒温功能切削液不易变质,降低由于切削液变质而换液的风险。未使用集中供液系统前每年发生切削液变质的机率为2-3次,使用集中供液系统运行一年未发生过切削液变质事故。
5.未使用集中供液系统前为了防止切削液变质,特别是高温天气需要往切削液里添加大的杀菌剂,杀菌剂对员工皮肤会造成伤害。
6.未使用集中供液系统前,每天添加切削和机床换液需要人力为每台机床加液,劳动强度大,作业时间长,降低机床开机时间,从而降低生产效率。
7.使用集中供液系统为200机床加满液只需1小时,人工作业需要3-5人操作1-2天。
8.使用集中供液系统后,更环保,废水处理压力比未配置集中供液下降80%。
- 切削液集中供液净化系统,切削液集中净化..
- 过滤机
- 马晓娟



