济宁定制机器人激光焊接机报价




- 面议
- 2023-02-21 07:44:30
- 激光焊接机,全一激光科技-诚信厂家,激光..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。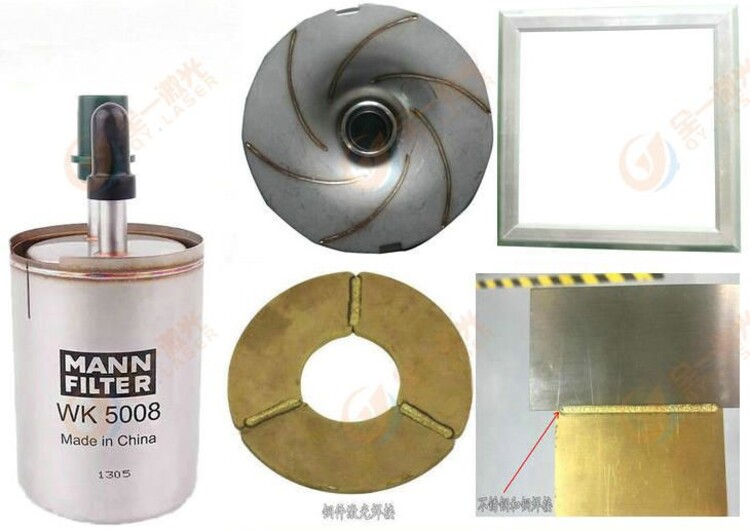
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益,使粉末冶金材料的应用受到限制。在八十年代初期,激光焊以其特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。
焊接柔性化技术也是我们着力研究的内容。在未来的研究中,我们将各种光、机、电技术与焊接技术有机结合,以实现焊接的化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是我们当前的一个研究方向;另外,焊接机器人与系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,是我们研究的。
- 激光焊接机,全一激光科技-诚信厂家,激光..
- 激光焊接机
- 宋威
定制机器人激光焊接机信息
-
 武威18公分金丝垂柳价格¥ 10
武威18公分金丝垂柳价格¥ 10 -
 乌鲁木齐晚报遗失登报办理电话多少¥ 236
乌鲁木齐晚报遗失登报办理电话多少¥ 236 -
 和县仓库厂房降温厂家-方案定制¥ 100
和县仓库厂房降温厂家-方案定制¥ 100 -
 山西法制报登报电话多少-山西刊登省级报纸登报联系方式面议
山西法制报登报电话多少-山西刊登省级报纸登报联系方式面议 -
 B300气动弧形阀FKQ-N300x300电动流量阀FLD-300气动截止阀CP300¥ 1560
B300气动弧形阀FKQ-N300x300电动流量阀FLD-300气动截止阀CP300¥ 1560 -
 楚天3015/4015激光切风琴防火布防护罩导轨高温防护罩皮老虎¥ 90
楚天3015/4015激光切风琴防火布防护罩导轨高温防护罩皮老虎¥ 90








