广告
松原激光焊接设备规格,机器人激光焊接机定制




1/6
- 面议
- 2023-02-22 07:36:59
- 激光焊接设备-,机器人激光焊接机定制,机..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
特征 1、具有非接触性,激光形成的点径小可以到0. 1mm,送锡装置小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。 2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。 3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。 4、进行无铅焊接时,不易发生焊点裂纹。 5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。
激光焊接机器人系统已越来越广泛地被应用于手机、笔记本电脑等电子设备的摄像头零件、LCD零件及微型电动机、微型变压器等零部件的焊接,还可用于液晶TV、数码照相机、航空航天制造、汽车零件制造等领域。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。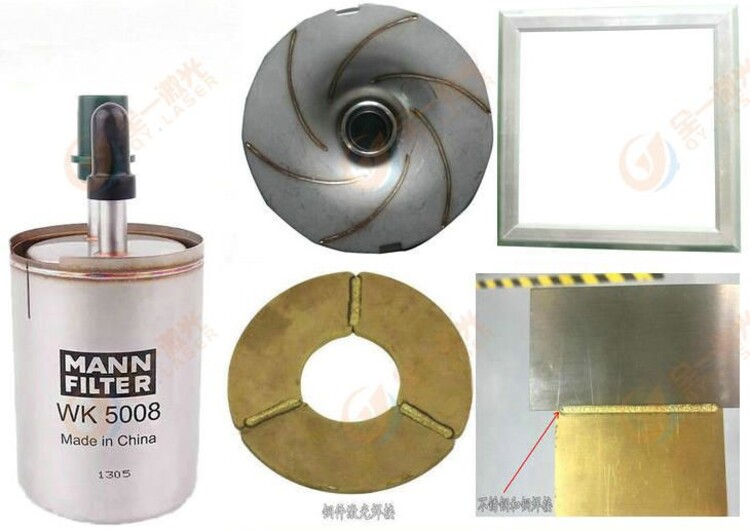
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
- 激光焊接设备-,机器人激光焊接机定制,机..
- 激光焊接机
- 宋威
武汉全一激光科技有限公司为你提供的“松原激光焊接设备规格,机器人激光焊接机定制”详细介绍
松原激光焊接设备-信息
-
 营口激光焊接设备供应商,机器人激光焊接机定制源头厂家面议
营口激光焊接设备供应商,机器人激光焊接机定制源头厂家面议 -
 黑河手持式激光焊接机厂家报价面议
黑河手持式激光焊接机厂家报价面议 -
 广州手持式激光焊接机操作流程面议
广州手持式激光焊接机操作流程面议 -
 朝阳手持式激光焊接机操作流程面议
朝阳手持式激光焊接机操作流程面议 -
 无锡手持式激光焊接机厂家报价面议
无锡手持式激光焊接机厂家报价面议 -
 台州激光除锈设备厂家,清洗机设备-规格和型号面议
台州激光除锈设备厂家,清洗机设备-规格和型号面议






