广东玻璃钢拉挤成型工艺用环氧树脂灌注机

- ¥98000.00
- 2023-04-20 16:33:47
- 聚氨酯注胶机
- 广东
- 周佑乾 13415967808
- 东莞市冠骄机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
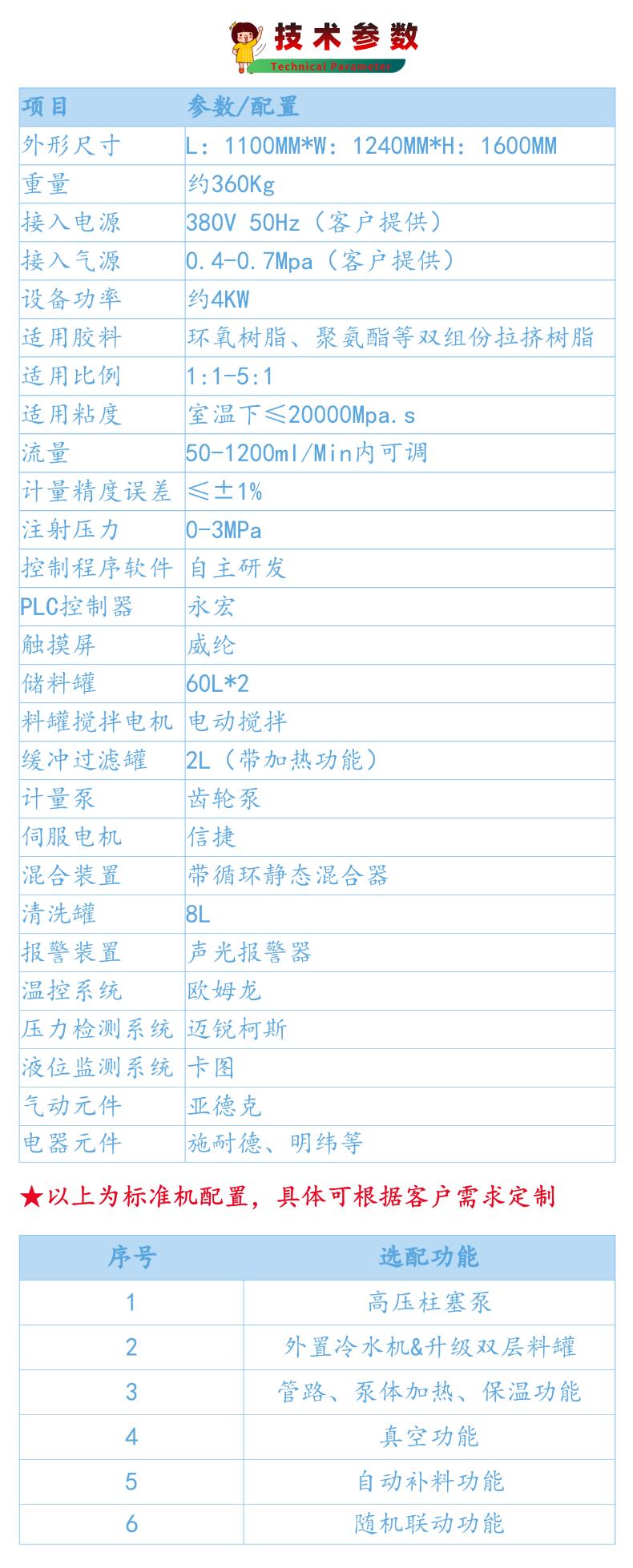
详细参数


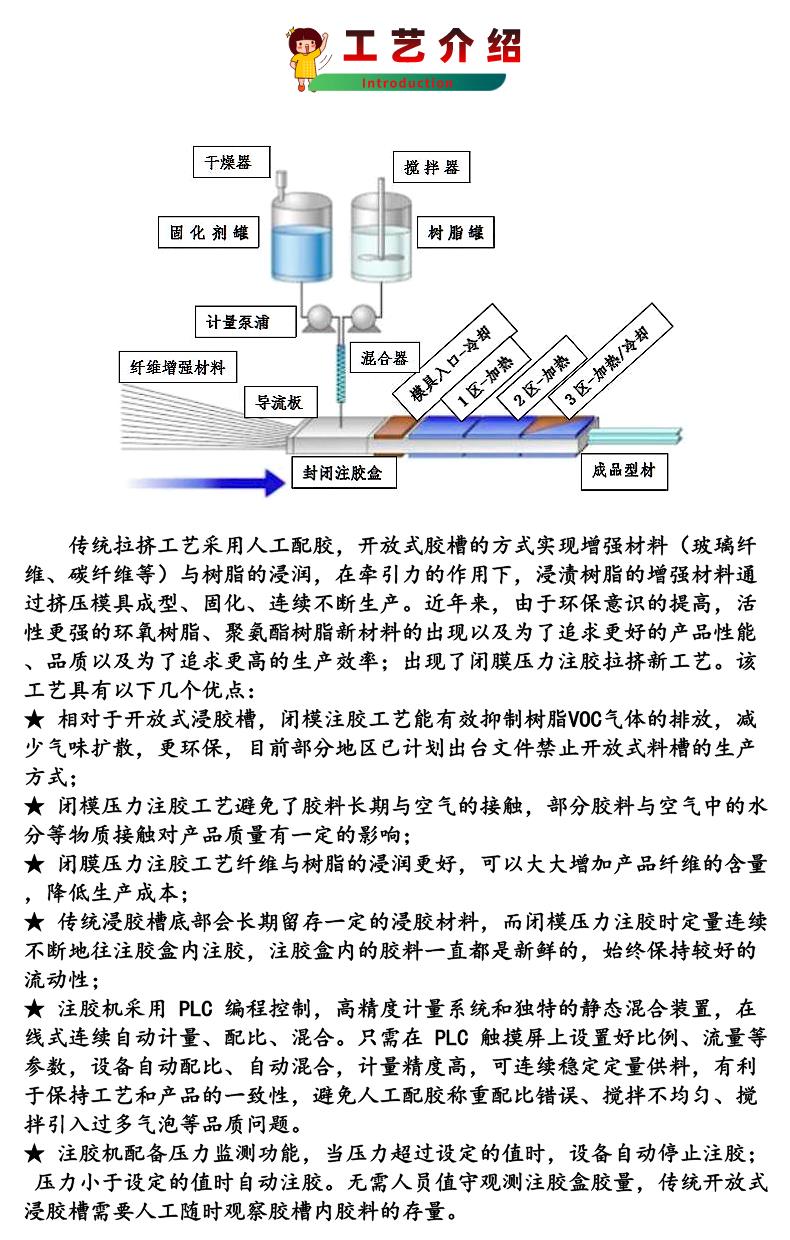
反应注射成型是20世纪70年代后期发展起来的。玻璃纤维通过导纱器和预成型模后,进入连续树脂传递模塑模具中,在模具中以稳定的高压和流量,注入树脂,使玻璃纤维充分浸透和排除气泡,在牵引机的牵引下进入模具固化成型,从而实现连续树脂传递模塑(Continuous Resin TransferMolding Pulltrusion ProcessCRTM)或称注射拉挤。
这种方法所用原料不是聚合物,而是将两种或两种以上液态单体或预聚物,以一定比例分别加到混合头中,在加压下混合均匀,立即注射到闭合模具中,在模具内聚合固化,定型成制品,由于所用原料是低粘度液体,用较小压力即能快速充满模腔,所以降低了合模力和模具造价,特别适用于生产大面积制品。
反应注射成型要求各组分一经混合,立即快速反应,并且物料能固化到可以脱模程度。因此,要采用原料和配方,有时制品还需进行热处理以改善其性能。成型设备的关键是混合头的结构设计、各组分准确计量和输送。此外,原料贮罐及模具温度控制也十分重要。
反应注射拉挤具有以下优点:
1、玻璃纤维充分浸透,所生产的FRP制品中微气泡含量少,机电性能优良;
2、供树脂系统与大气容易隔离,产品性能不易受环境影响;
3、注射的树脂一直保持有相同的固化特性(一直是“新胶”);
4、容易得到透明的产品,使产品缺陷(如夹杂、结纱等)易于发现和剔除;
5、对环境和操作人员的影响小。
拉挤工艺双组份树脂注胶机主要应用于复合材料拉挤成型工艺组环氧树脂(epoxy resin)、聚氨酯(polyurethane)、酚醛树脂等双组份热固性树脂的自动计量、配比、混合及连续定量灌注。设备采用PLC编程控制,智能触摸屏操作,设备操作简单易学。两个储料罐分别单存储树脂和固化剂两组份胶料;根据根据胶料的性能和工艺要求,可对料罐内的胶料进行加热、制冷恒温控制(冬季温度低加温降低胶料粘度,让其流动性更好;夏季温度高,降温抑制其反应活性)、搅拌(防沉淀、料温均匀)、抽真空(真空脱泡、真空保存原料)等一些列预处理。根据胶料的性能及工艺流量要求匹配适合的计量泵浦,计量系统采用伺服电机驱动进口精密计量泵浦实现树脂和固化剂的计量和连续、稳定供料。带专利保护的静态混合装置,实现树脂和固化剂胶的均匀混合。本设备具备出料量范围宽,出料量平稳,超宽可变比例,易调控,注胶压力稳定等特点,可应用于双组分、不同比例需求生产线作业。



环氧树脂复合材料拉挤制品,是玻璃钢型材中的重要品种,具备的强度性能指标。常用的环氧树脂是双酚A型环氧树脂如E-55、E-51、E-44等,常用的固化剂是溶解度高和熔点高的二元酸酐和芳香胺,如间苯二胺、邻苯二酐、四氯苯酐、甲基内次甲基四氢苯酐(MNA)等,也可采用咪唑类固化剂。
近年来对拉挤制品的力学性能、耐热性、疲劳寿命和电性能等的要求越来越高,因而拉挤工艺环氧树脂体系的研究进展很快。美国Shell公司开发了两种环氧体系,EPON 9102/固化剂CA 9150和EPON 9302/固化剂CA 9350,都是双酚A型环氧树脂。固化剂CA9150是特殊的酸酐,CA9350是液态杂环胺类固化剂,已成功地用于复合材料汽车板簧和抽油杆等。
环氧树脂拉挤制品常用的粉状填料有SiO2、CaCO3、滑石粉、硅灰粉、TiO2等,细度150~300目,用量10~15%;阻燃剂除用阻燃树脂和阻燃固化剂外,还可采用活性及非活性阻燃剂如四溴双酚A,含水氧化铝等;色料通常采用无机颜料,用量0.5~5%。应先配成溶液或糊状物再使用。

- 冠骄
- 聚氨酯注胶机
- 点胶设备
- 广东
- 周佑乾
聚氨酯注胶机信息
-
 杭州钱塘新区税务咨询服务¥ 1
杭州钱塘新区税务咨询服务¥ 1 -
 泗水发电机出租1600kw多少钱一个月¥ 500
泗水发电机出租1600kw多少钱一个月¥ 500 -
 IC200UEO116驱动器面议
IC200UEO116驱动器面议 -
 广东玻璃钢拉挤成型工艺用聚氨酯灌注机¥ 98000
广东玻璃钢拉挤成型工艺用聚氨酯灌注机¥ 98000 -
 深圳维修现货租赁安立手持频谱分析仪MS2711D¥ 13200
深圳维修现货租赁安立手持频谱分析仪MS2711D¥ 13200 -
 泰州回收碳酸铜整桶半桶均可收购¥ 9999
泰州回收碳酸铜整桶半桶均可收购¥ 9999


