从事欣宇超声波振动摩擦机总代,汽车灯焊接机北京振动摩擦机






- ¥15000.00 ≥ 1台
- 2025-02-23 01:02:23
- 欣宇
- 焊接
- 振动摩擦机,振动摩擦焊接机,振动摩擦机模..
- 何小姐 13724594868
- 东莞市欣宇超声波机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
东莞市欣宇超声波机械有限公司为您提供大量关于北京振动摩擦机,振动摩擦机批发代理,等方面的信息和资料。
振动摩擦焊接机在汽车上的应用主要的体现在发动机进气系统、内外饰件及车灯。进气岐管目前基本上都是采用的都是PA加玻纤增强的材料,而就目前的工艺来讲只有振动摩擦能够达到焊接要求,不管是从气密,爆破压力强度上来讲都是其它连接方式所不能实现的。就车灯来讲,以前大多用热板焊,而近年来许多厂家开始转用振动摩擦焊接方式,主要是由于振动摩擦焊接溢料少(外观对车灯来讲尤为重要),焊接周期短,大大提高了生产效率,强度也能达到要求。
服务宗旨:
我们将一如既往以我们真诚地希望一个电话、一个邮件是我们合作的桥梁。我们将竭诚与客户进行广泛的配合、共同合作各种产品及外销业务,达到双方交易公平、守信、互利、满意。“以人为本”是我们的管理理念。一切为用户着想,一切为用户服务。用户满意是我公司的大荣幸和大的追求!
欢迎您与我们共同研讨,共谋发展! 振动摩擦焊接机主要构成如下
振动摩擦焊接机主要构成如下
控制部
分8个阶段控制压力和振幅
由 PLC(西门子) 构成
触摸屏
显示 英文, 中文2种语言 ,所有功能都可显示在画面内
因为没有很多的开关,减少了人为故障,且使操作变简单
AMP部(振动源)
把50Hz ~ 60Hz的频率转换为 80Hz ~ 240Hz (频率分解能力: 1/10000 Hz, 显示: 1/100 Hz)
振动部
将电能转化为线性振动,由FEM分析程序设计的弹簧及低损耗电子线圈组成
是决定振动频率的主要部分
焊接完毕后,使振动部复位
加压驱动部
由台湾油研控制油压装置构成
垂直移动精密度非常好 (误差范围:± 0.05 mm)
隔音装置
封闭效果佳,噪音的隔音效果明显 要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按“治具替换”,在按“台面上升”,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.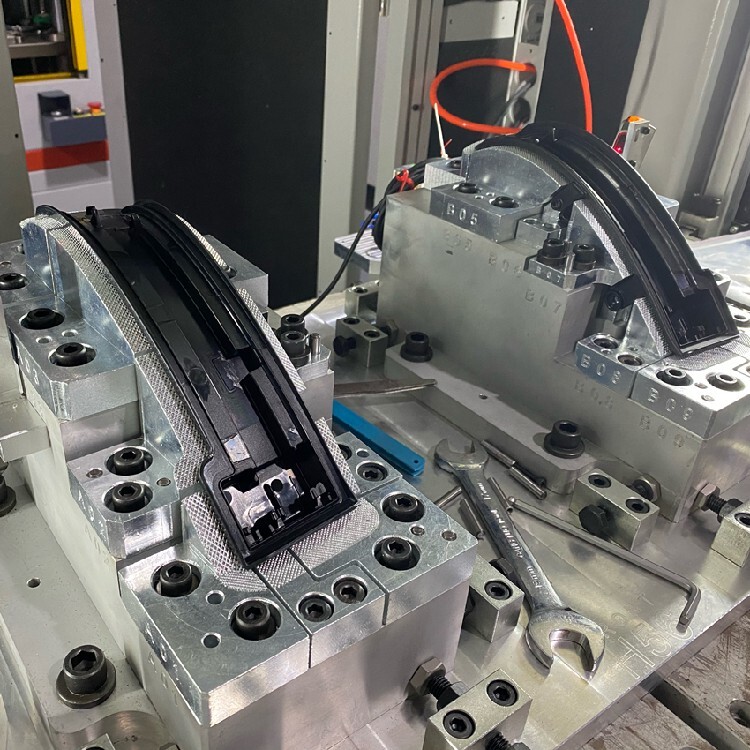 固定螺丝破损现象
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件 治具拆除
治具拆除
先用扭力扳手稍微松开上治具的固定螺丝,然后将4根导柱装在下治具上,缓慢的上升工作台,将立柱对准在上治具上的孔上
通过立柱,上下治具连在一起,再上升台面至完全接触
松开固定螺丝将上治具与驱动板分离开
下降工作台,松下治具固定螺丝,然后将上、下治具从工作台拆下 设定佳焊接条件
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量
- 欣宇
- 振动摩擦机,振动摩擦焊接机,振动摩擦机模..
- 摩擦焊机
- 何小姐
- 欣宇
- 焊接
- 直流
- 塑料
- 脉冲
- 惯性摩擦焊机



