保定出售冲床厂家






- 面议
- 2024-10-28 04:21:31
- 冲床
- 原经理 13335243198
- 潍坊鑫博达自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
由于冲床具有速度快、压力大的特点,因此采用冲床作冲裁、成型遵守一定的安全规程。
1.暴露于压机之外的传动部件,安装防护罩,禁止在卸下防护罩的情况下开车或试车。
2.开车前应检查主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器是否正常,润滑系统有无堵塞或缺油。必要时可以开空车做试验。
3.安装模具将滑块开到下死点,闭合高度正确,尽量避免偏心载荷;模具紧固牢靠,并经过试压检查。
4.工作中注意力要集中,严禁将手和工具等物件伸进危险区内。小件一定要用工具(镊子或送料机构)进行操作。模具卡住坯料时,只准用工具去解脱。
5.发现压床运转异常或有异常声响,(如连击声、爆裂声)应该立即停止送料,检查原因。如系转动部件松动、操纵装置失灵、模具松动及缺损,应停车修理。
6.每冲完—个工件时,手或脚离开按钮或踏板,以防止误操作。
7.两人以上操作时,应定人开车,注意协调配合好。下班前应将模具落靠,断开电源,并进行必要的清扫。
冲床由于润滑不好,工作台移动时摩擦阻力增大。当电机驱动时,工作台不向前运动,使滚珠丝杠产生弹性变形,把电机的能量贮存在变形上。电动机继续驱动,贮存的能量所产的弹性力大于静摩擦力时,冲床工作台向前蠕动,周而复始地这样运动,而产生了爬行的现象。然而事实并非如此,仔细看一下导轨面润滑的情况,就可以断定不是这个问题。冲床爬行和振动问题是属于速度的问题。既然是速度的问题就要去找速度环,冲床的速度的整个调节过程是由速度调节器来完成的。
工作中注意力要集中,严禁将手和工具等物件伸进危险区内(看安全生产规程第4项)发现压床运转异常或有异常声响,(如连击声、爆裂声)应停止送料,检查原因。如系转动部件松动、操纵装置失灵、(见介绍)每冲完—个工件时,手或脚离开按钮或踏板,以防止误操作。工作前,应检查冲床防护装置是否,飞轮运转是否平稳;脚踏装置上部及两侧有无防护,操作是否可靠灵活;并清除工作场地妨碍操作的物件。
禁止夹层进料冲压,清除前冲次冲件或余料后才可进行第二次进料。定时检查模具安装情况,如有松动或滑移应及时调整。刀口磨损到毛刺超标前,应及时修磨刀口。拆卸模具时,在合模状态下进行。爱护冲压设备、冲模、工具、量具和仪器。工作完毕后,应将模具和冲床擦试干净,整理就绪。在正式冲制过程中,由于主电机的静差率随不同负荷有变化,故在冲制不同零件时,可用设置在控制板上的电磁记数器,对转速进行校正。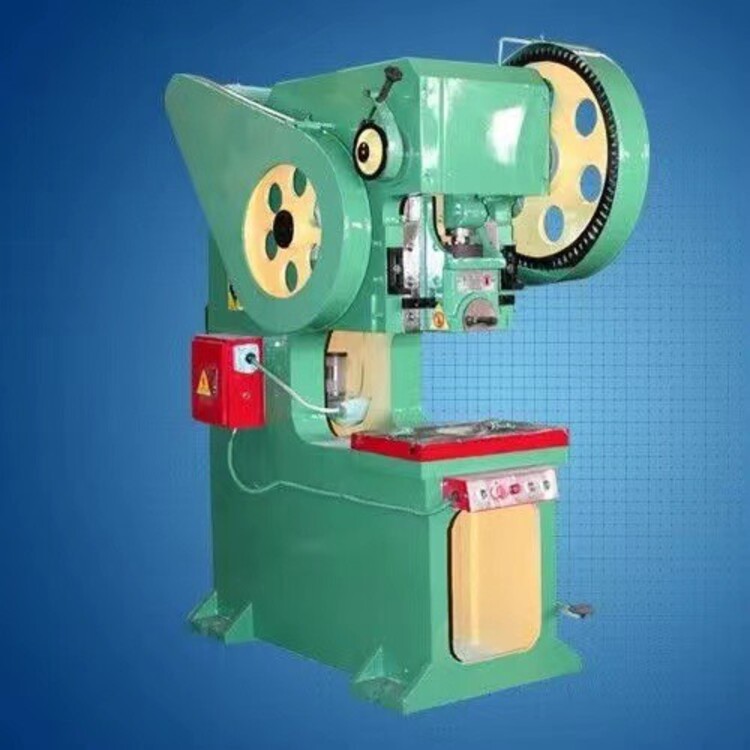
故障与排除
1 、曲轴轴承发热 轴套刮的不好,润滑不良 重新刮研铜瓦,检查润滑情况。
2 、从轴承里流出的油里有铜屑 缺乏润滑油,润滑油不清洁 检查润滑情况,拆开轴承进行清洗
3 、导轨烧灼 导轨间隙过小、润滑不良 、接触不良 重新研刮导轨 、调整间隙 、注意润滑
4 、操作时离合器不结合或结合后脱不开 回转健用弹簧失去弹性键配合过紧 更换弹簧、研刮键的结合间隙
5、离合器脱开时滑块不能停在上死点位置 制动带拉力不够 、制动带过度磨损 、制动轮上有油打滑 调整制动弹簧张力、更换制动器 、用煤油洗净制动带及轮周
6 、退料板不工作 打料碰头位置不对 调整碰头位置用手转动飞轮试退
7、连杆螺丝发生转动或冲击 锁紧装置松动 旋转锁紧装置
8、连杆螺丝球头在滑块球垫内冲击 球头与球垫压盖接触不良,压盖螺丝松动 刮研球头、球垫、拧紧压盖螺丝
9、按电钮(开)不工作 电源断路、热断电器断电 检查电路系统消除故障
冲压机的制动、离合器是冲压机运转安全的重要部件,它是发生重大安全事故的诱因,所以了解它的基本构造,并且每天作业前确认它的安全性能,发现异常情况(如:滑块不能停止在位置、运行时有异常声音、异常震动、滑块动作迟缓等等)及时报告维修。
- 冲床
- 冲床
- 原经理
