南通销售机器人激光焊接机报价,激光焊接机-实时报价




- 面议
- 2023-02-22 07:37:07
- 激光焊接机,全一激光科技-诚信厂家,激光..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
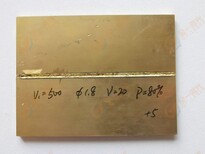
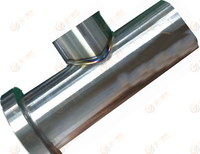
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。
激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。
可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
随着数字化技术日益成熟,代表处动地接技术的数字焊机、数字化控制技术业已稳步进入市场。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程,有效地促进了焊接特别是焊接自动化技术的发展与进步。汽车及零部件的制造对焊接的自动化程度要求日新月异。我国焊接产业逐步走向“、自动化、智能化”。我国的焊接自动化率还不足30%,同发达工业国家的80%差距甚远。从20世纪未国家逐渐在各个行业推广自动焊的基础焊接方式——气体保护焊,来取代传统的手工电弧焊,已初见成效。可以预计在未来,国内自动化焊接技术将以的速度发展。
焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。
- 激光焊接机,全一激光科技-诚信厂家,激光..
- 激光焊接机
- 宋威
激光焊接机-实时报价信息
-
 湛江标书代写公司-湛江狐域标书代做公司本地公司¥ 666
湛江标书代写公司-湛江狐域标书代做公司本地公司¥ 666 -
 今日通知:内蒙古日报公告登报电话面议
今日通知:内蒙古日报公告登报电话面议 -
 滨湖区代写济宁经济开发区马集镇西部山区概念性规划项目投标书¥ 2000
滨湖区代写济宁经济开发区马集镇西部山区概念性规划项目投标书¥ 2000 -
 龙安区做桥梁防洪评价报告-专做河南-洪评报告面议
龙安区做桥梁防洪评价报告-专做河南-洪评报告面议 -
 河池日报登报公司声明登报¥ 1
河池日报登报公司声明登报¥ 1 -
 请问盐阜大众报登报电话是多少¥ 100
请问盐阜大众报登报电话是多少¥ 100









