三角衣架置物架塑料模设计




- 面议
- 2019-02-20 14:13:41
- 置物架塑料模设计
- 深圳市熙铭文化传播有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
注射成型是塑料成型的主要方法之一,其优点是可以一次成型形状复杂的塑件,生产。Pro/E(Pro/engineer)软件是目前国内在产品造型设计和模具设计中应用广泛的软件之一,它有其的注塑模设计模块,通过利用其方便快捷的模架库外挂(EMX4.1),模具设计中的一些繁琐工作变得尤为简单。
在本设计中,三角衣架作为大批量生产的日常用品适宜采用注射方法成型,通过对塑件进行结构和工艺性分析,设计出一套一模两腔的塑料注射模具,并合理编写出成型零件的制造工艺。在设计中,Pro/E软件的应用贯穿到了整个设计过程,利用Pro/E软件的零件模块进行三角衣架实体模型的创建 ,然后利用其制造模块对模型进行分模、型芯的设计、浇注系统的设计,后利用其模具外挂生成标准模架,再进行顶杆、冷却系统、支撑柱等综合布置。在模具的设计过程中,一些重要的尺寸(如壁厚,顶杆直径,流道尺寸等)都经过了理论计算或取一个合理的经验数值,并进行了强度校核和流道剪切速率的校核。模具各部分结构设计好后,利用创建好的模型生成Pro/E工程图并将其导入autoCAD中做出符合国标的装配图及部分零件图,跳过了直接绘制工程图中大量繁琐的工作,降低了设计工作量。该设计充分体现了Pro/E软件在模具设计的性。
关键词:三角衣架塑件 注射模 Pro/E EMX4.1
2 塑件成型工艺分析
2.1 塑件的使用要求
该塑件(三角衣架)作为日常用品,要具备安全,化学稳定性高,不易分解等特点和价格低廉的要求;同时,作为承重物件在一定的高度掉下或过载时,不会出现裂纹甚至断裂,这就意味着塑件所使用的材料要有一定的机械强度。
2.2 塑件的材料分析
根据2.1中对塑件的分析要求,同时考虑原材料价格要低廉,现决定选用应用广泛的ABS工程塑料。ABS塑料是以丙烯腈、丁二烯、苯乙烯三种原料为单体经过共聚而成的一种热塑性塑料(可以反复加热软化冷却成型的塑料),因此兼有三种元素的共同性能,使其具有“坚韧、质硬、刚性”的性质。ABS塑料、无味,其特点如下:
结构特点:线性结构非结晶型
使用温度:小于70
化学稳定性:比较稳定
性能特点:有的抗冲击强度,有良好的机械强度和一定的耐磨性、耐寒性、耐油性等,利用ABS成型的塑料件尺寸稳定和有较好的光泽。其缺点是耐热性不高,原料吸湿性大,同时其耐气候性差,在紫外线作用下易变硬发脆。
成型特性:流动性中等,溢边料0.04mm左右,吸湿性强,含水量应小于0.3%,成型前原料充分干燥,该塑料的脱模性不良,塑件上的脱模斜度宜稍大,通常取2°以上。推出力过大或机械加工时塑件表面呈现白色痕迹。
结论:经以上分析,ABS塑料非常适合用作三角衣架的原材料,而且其成型性能良好,适宜采用注射成型方法生产,成型前原料要充分干燥。
2.3.1 塑件的尺寸精度分析
塑件的尺寸要求并不严格,各尺寸均为自由尺寸,故选取低的精度等级就能满足日常的使用要求,根据GB/T 14486—1993,按MT5级塑料件精度来确定各尺寸的公差值。
2.3.2 塑件的表面质量分析
该塑件为用来晾晒衣物的衣架,要求表面光亮美观,塑件外表面应无尖锐的毛刺、斑点和明显的熔接痕。考虑到塑件表面质量高时,其模具的加工成本也会增高,根据塑件的使用要求和模具加工成本综合考虑,塑件外表面的粗糙度取Ra1.6,而塑件的内表面没有较高的粗糙度要求。相应地,用于成型塑件外表面的模具型腔表面粗糙度定为Ra=0.8,而成型其内表面的模具大型芯表面粗糙度定为Ra=3.2。
2.3.3 塑件的结构工艺性分析
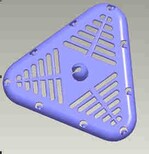
从零件图(图1)可看出,该塑件为外形近似三角形的壳类零件,其外形结构简单、对称。腔体深10mm,除局部地方壁厚受结构影响外,总体壁厚均匀为2mm,属于厚壁塑件,这有利于减少塑料填充型腔时的阻力和收缩的均匀性。塑件的总体尺寸适中,成型性能良好。
塑件中,环形分布着3处阵列型方孔,成型后要轮廓清晰,其长度方向的线性变化要均匀,倒圆角量很小,成型它的模具工作零件要用电火花成型加工。
塑件中部固定挂钩处分布着三处侧凹结构的加强筋,通过分析,这儿须要强脱,所以模具结构设计中要设计成强脱形式,同时有必要对强脱进行校核。
ABS的脱模性不良,脱模斜度通常取2°以上。此塑件中,脱模表面的脱模斜度设计成3°,塑件易于脱模避免顶坏。
3 成型设备选择与模塑工艺参数的编制
图2是根据塑件壁厚均匀要求,用Pro/E三维软件做的一个三角衣架模型,建模后除了能得到衣架体积,分型面面积等参数外,这个模型也是Pro/E分模时的参照模型。
目 录
1 前言1
1.1设计的目的和意义1
1.2模具工业在国民经济中的地位1
1.3我国塑料模具行业的发展现状2
1.4 Pro/E软件的介绍3
2 塑件成型工艺分析4
2.1 塑件的使用要求4
2.2 塑件的材料分析4
2.3 塑件的尺寸精度、塑件表面质量、塑件的结构工艺性分析5
2.3.1 塑件的尺寸精度分析5
2.3.2 塑件的表面质量分析5
2.3.3 塑件的结构工艺性分析6
3 成型设备的选择与模塑工艺参数的编制6
3.1 塑件的体积和质量7
3.2 型腔数量确定7
3.3 浇注系统凝料的估算7
3.4 注射机的选用及其技术参数7
3.5 成型工艺参数8
4 模具结构方案的确定9
4.1 分型面位置确定9
4.2 型腔数量的后确定及型腔的排列形式10
4.3 浇注系统的设计与计算11
4.3.1 主流道设计11
4.3.2 分流道的设计12
4.3.3 浇口的设计14
4.4 成型零件结构的确定15
4.4.1 凹模的结构设计15
4.4.2 凸模(型芯)的结构设计16
4.5 排气与引气系统机构的确定17
4.6 冷料穴与拉料杆设计17
4.7 侧凹部分的处理18
4.8 模具结构形式的确定18
5 主要零部件的设计计算18
5.1 成型零件工作尺寸计算18
5.2 成型零件尺寸及动模垫板厚度的计算21
5.2.1 凹模侧壁厚度计算21
5.2.2 凹模底部厚度计算22
5.2.3 动模垫板厚度计算22
5.3 标准模架的选择23
5.3.1 模架的确定23
5.3.2 各模板尺寸的确定23
5.3.3 导柱长度确定24
5.4 脱模机构的设计与计算24
5.4.1 推出方式的确定25
5.4.2 脱模力的计算25
5.4.3 推杆尺寸确定及校核26
5.5 模具冷却系统的计算28
5.5.1 冷却介质28
5.5.2 冷却系统计算28
5.5.3 水路的布置形式30
6 注射机有关参数的校核31
6.1 注射量的校核31
6.2 注射压力的校核31
6.3 合模力的校核31
6.4 安装部分相关尺寸的校核31
6.5 开模行程的校核32
7 模具的建模过程32
7.1 三角衣架模型创建32
7.2 衣架的分模步骤34
7.3 标准模架的导入37
8 成型零件的加工工艺设计40
8.1 动模大型芯加工工艺40
8.2 中部型芯加工工艺40
8.3 整体式凹模加工工艺41
8.4 定模小型芯加工工艺42
9 绘制模具装配图及相关零件图42
10 结束语42
致谢44
参考文献45
Abstract46
附录
- 置物架塑料模设计
- 检测设备
- 符工
毕业设计定做信息
-
 杭州富阳区土鸡苗正规孵化场-百色鹅苗价格批发市场钱¥ 1
杭州富阳区土鸡苗正规孵化场-百色鹅苗价格批发市场钱¥ 1 -
 陕西汉中勉岩棉条厂商出售彩钢岩棉板面议
陕西汉中勉岩棉条厂商出售彩钢岩棉板面议 -
 增城新塘礼仪庆典策划舞狮表演舞台灯光音响租赁面议
增城新塘礼仪庆典策划舞狮表演舞台灯光音响租赁面议 -
 江苏南京市鼓楼区绿化塑钢篱笆绿色PVC围栏别墅镀锌钢栅栏哪家好¥ 20
江苏南京市鼓楼区绿化塑钢篱笆绿色PVC围栏别墅镀锌钢栅栏哪家好¥ 20 -
 上海唐曼机电设备有限公司优势供应 德国EMGKLW750.012传感器¥ 7983
上海唐曼机电设备有限公司优势供应 德国EMGKLW750.012传感器¥ 7983 -
 奶茶水果茶网红奶茶技术培训班试好再学¥ 200
奶茶水果茶网红奶茶技术培训班试好再学¥ 200









