精车加工淬火后球笼万向节华菱超硬PCBN刀具,精度高,光洁度好




- ¥270.00 ≥ 1片
- 2019-12-23 09:23:05
- 其它
- 聚晶立方氮化硼
- PCBN刀具,PCBN刀片,立方氮化硼刀片,立方..
- 河南郑州
- 崔女士 15617638511
- 郑州华菱超硬材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
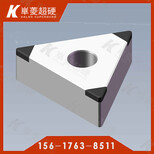
精车加工淬火后球笼万向节华菱超硬PCBN刀具【精度高,光洁度好】
加工球笼式等速万向节用什么刀片?可率加工淬火后HRC58-62度球笼式万向节的CBN刀片材质:BN-H05,BN-H10,BN-H21,可解决以下加工难题:
1、球笼式等速万向节的加工难点主要体现在热处理之后硬度高,普通刀具很难加工;
2、球笼式等速万向节部分存在间断切削工况,容易出现崩刀、崩刃等情况(可采用强断续加工牌号BN-H21);
3、球笼式等速万向节的形位公差和精度要求严格,普通刀具加工难以。
球笼式万向节的材质介绍:
(1)球笼主要由外壳(俗称钟形壳或外轮),传力钢球,星形轮(俗称星形套或内轮)和保持架等四部份组成。
(2)球形壳:常用材质为55#钢;经过热处理后硬度在HRC52-58之间,具有刚性好,强度高,耐磨等优势。
(3)星形套,保持架:常用材质为20CrMoTi,经过热处理后硬度在HRC58-62之间,具有较好的表面抗拉和弯曲疲劳强度,心部有足够的强度和韧性。
钢球:常用材质为GCr15。
汽车球笼零部件切削加工刀具选择:
目前球笼零部件主要为批量生产,采用硬质合金和陶瓷刀具加工过程中,由于零部件硬度高,而且部分存在断续切削,刀具切削刃口会很快磨损或崩损,导致零件公差得不到,对此华菱超硬推荐CBN刀具对球笼零部件进行车削和铣削,延长刀具寿命,提高生产率和产品质量。
车削加工:多采用加工中心对零部件进行车削,在对具有严苛的尺寸公差要求,或者强断续切削工况下,可采用华菱超硬PCBN刀具BN-H10牌号和BN-H21牌号分别对球笼零部件进行连续切削和断续切削,同时华菱还可提供涂层和修光刃等硬加工方案。
BN-H10牌号PCBN刀具加工球笼零部件的切削参数:
加工材料:淬火钢(热处理后HRC58)
加工零件:球形壳
加工工况:连续切削(球笼面)
加工方式:干式切削
使用刀片:BN-H10 TNGA160408
切削速度:190m/min
切削深度:0.15mm
走刀量:0.15mm/r
刀具寿命:355件/刃
应用领域:淬火后HRC45以上的齿轮,轴承,齿轮轴,模具等
优势特点:
1.加工效率提高10%:BN-H10牌号CBN刀片是欧系CBN刀片效率的1.1倍
2.刀具成本降低40%:BN-H10牌号CBN刀片是欧系CBN刀片成本的60%
延伸阅读:华菱超硬提供如下难加工材料和率加工方面的刀具
1.铸铁加工刀具方案:
(1)BN-K1高硬度铸铁车削、铣削刀具,优势用于HRC35-68度的高铬铸铁、镍硬铸铁、白口铸铁、(无限)冷硬铸铁、高镍铬合金铸铁、高硼铸铁等高硬度铸铁的粗车、半精车、精车加工,以及粗铣、精铣加工。
(2)BN-S30灰铸铁粗车刀片,BN-S300,BN-S200,BNK30,BN-K10牌号铸铁精铣、精车、精镗CBN刀片。
2.硬钢加工刀具方案:
BN-S20硬钢粗车刀片,BN-H05,BN-H10,BN-H21牌号硬钢精车CBN刀片,可定制小孔镗刀、切槽刀片等非标刀具。
3.其他难加工材料用刀具:
(1)高硬度材料攻丝:针对HRC35-62度的高硬度材料攻丝用丝锥,直槽丝锥,螺旋槽丝锥,螺尖丝锥。
(2)粉末冶金加工刀具:BN-K50,BNK30,BN-K10等
(3)高速钢加工刀具:BN-S10,BN-S20,BN-S300,BN-H10,BN-H21,由于其的耐磨性和冲击韧性,广泛应用于高速钢制品的重型切削和精密切削领域。
(4)陶瓷、硬质合金、石墨、硬铝、复合材料等难加工材料用金刚石刀具。
凡购买华菱超硬刀具产品,全程提供技术指导服务,质量三包,欢迎新老客户致电垂询。
精车加工淬火后球笼万向节华菱超硬PCBN刀具【精度高,光洁度好】
- PCBN刀具,PCBN刀片,立方氮化硼刀片,立方..
- 刀具夹具
- 河南郑州
- 崔女士
- 其它
- 聚晶立方氮化硼
- 其它
- 否
- 否
- 车床
- 车削刀具
加工球笼万向节信息
-
 智能张拉压浆台车云南邵通桥梁预应力压浆机¥ 8888
智能张拉压浆台车云南邵通桥梁预应力压浆机¥ 8888 -
 迪斯科转盘价格_小型迪斯科转盘游乐设备¥ 49999
迪斯科转盘价格_小型迪斯科转盘游乐设备¥ 49999 -
 烤兔子哪里学1馕坑烤兔加盟1御卿祥馕坑烤兔面议
烤兔子哪里学1馕坑烤兔加盟1御卿祥馕坑烤兔面议 -
 大型石块分裂机花岗岩开采液压¥ 136800
大型石块分裂机花岗岩开采液压¥ 136800 -
 可注册独立小户型办公室出租罗湖口岸写字楼面议
可注册独立小户型办公室出租罗湖口岸写字楼面议 -
 25mm精轧螺纹钢25预应力螺杆psb500级¥ 5000
25mm精轧螺纹钢25预应力螺杆psb500级¥ 5000









