制动鼓表面光洁度的立方氮化硼刀具—解决制动鼓表面毛刺问题




- 面议
- 2020-01-13 10:26:02
- 其它
- 聚晶立方氮化硼
- 立方氮化硼刀片,立方氮化硼刀具,CBN刀具
- 内蒙古
- 崔女士 15617638511
- 郑州华菱超硬材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
制动鼓表面光洁度的立方氮化硼刀具—解决制动鼓表面毛刺问题
如果精加工制动鼓时常出现制动面或止口部位撕裂问题,可致电华菱超硬,推荐选择合适的刀具牌号。
出现上述问题,主要是因为采用CBN刀具精加工制动鼓时,由于长时间的加工刀具磨钝后,粗糙度开始下降,制动鼓内孔加工面出现环状光带,而且在切除制动鼓内孔止口部位时,容易撕裂工件边缘,虽然相比于硬质合金刀具增加了制动鼓的表面光洁度,但止口边缘的撕裂易造成制动鼓废品风险。
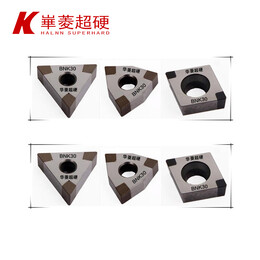
针对这种情况华菱超硬研发了新型CBN刀具BNK30牌号是专为精加工制动鼓所研制的焊接式CBN刀具,线速度可达到2000m/min(机床刚性充足条件下),吃刀深度0.3mm,进给量0.25mm/r,在光洁度在Ra1.6之内的情况下,单刃寿命是其他厂PCBN刀具的2倍,而且解决了刀具切出时,制动鼓止口部位和上端面边缘撕裂问题(如下图)。
制动鼓车削—精加工工序:推荐刀具型号BNK30 WNGA080408/12,优势在于表面粗糙度达到Ra1.6以内,刀具单刃寿命相较于某品牌CBN刀具提高70%。
由于灰铸铁具有良好的导热性、减震性、耐磨性以及优良的铸造性能和低的制造成本,因此机动车辆的制动鼓几乎都采用灰铸铁件,其牌号为HT200和HT250。
我国只有一个灰铸铁件标准那就是JB/T9439-2010,并没有的汽车制动鼓用灰铸铁件标准。在机标内也没有特殊灰铸铁的说明。全世界只有美国材料试验学会ASTMA159-83(1993年重审)制订有汽车灰铸铁件标准。对制动鼓依其载重量列有3个铸铁牌号。同时美国汽车工程师学会SAEJ431的动力机械灰铸铁标准内对制动鼓的质量要求,基本上和ASTMA159-83一致。目前我国和国外大都参照美国制动鼓标准。在图纸上或验收标准上给出了自己的厂标,一个标准的高低,反映了其工艺水平和质量水平,高水平的标准才能生产出的产品。
刹车盘、制动鼓作为典型的批量生产零件,主要以灰铸铁材料为主,而且大型企业多采用刹车盘、制动鼓专机或自动生产线进行生产,对机床和切削刀具的性能要求较高,在刹车盘、制动鼓产品质量的同时,企业越发的注重效率的提升,对此,华菱研制出3款CBN刀具牌号,更能满足刹车盘、制动鼓高速加工的诉求,同样是CBN材料,华菱超硬CBN刀具寿命和稳定性高出同质产品50%甚至几倍。
尤其华菱超硬研制出的新一代CBN材质—BNK30,采用纳米级结合剂和和高纯度CBN颗粒优选配比,可在500-2000m/min的切削速度下对刹车盘、制动鼓进行高速切削,满足刹车盘、制动鼓零件的稳定切削,特别是在精加工领域性能优势更加明显。
- 立方氮化硼刀片,立方氮化硼刀具,CBN刀具
- 刀具夹具
- 内蒙古
- 崔女士
- 其它
- 聚晶立方氮化硼
- 3~70mm
- 否
- 否
- 车床
- 车削刀具
制动鼓光洁度信息
-
 厂家供应水洗石水磨石骨料透水胶粘石原材料五彩鹅卵石建筑石子¥ 3.5
厂家供应水洗石水磨石骨料透水胶粘石原材料五彩鹅卵石建筑石子¥ 3.5 -
 达孜声测管规格¥ 2.1
达孜声测管规格¥ 2.1 -
 马鞍山氧丽可丝视频面议
马鞍山氧丽可丝视频面议 -
 东莞《松湖溪岸》报名一律团购97折优惠!¥ 15500
东莞《松湖溪岸》报名一律团购97折优惠!¥ 15500 -
 大型水上乐园租赁水上乐园出租价格龙头滑梯租赁¥ 100
大型水上乐园租赁水上乐园出租价格龙头滑梯租赁¥ 100 -
 LED投光灯品牌排行面议
LED投光灯品牌排行面议






VIP推荐信息
-
 惠东县沙滩烧烤/草坪婚宴自助餐/私家宴围餐上门
惠东县沙滩烧烤/草坪婚宴自助餐/私家宴围餐上门 -
 东莞工厂周年庆典宴席承办/工厂乔迁开业酒席包办
东莞工厂周年庆典宴席承办/工厂乔迁开业酒席包办 -
 深圳活动暖场,粽子DIY/冰淇淋DIY/优质茶歇冷餐上门
深圳活动暖场,粽子DIY/冰淇淋DIY/优质茶歇冷餐上门 -
 员工聚会、家庭晚宴、团体宴会、自助餐、盆菜、围餐上门服务
员工聚会、家庭晚宴、团体宴会、自助餐、盆菜、围餐上门服务



