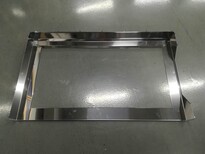
微波炉面板激光焊接,焊接牢固美观



- ¥568500.00 1-4台
- ¥550000.00 ≥ 5台
- 2018-04-24 13:50:12
- 精密焊接机,五金激光焊接,电子产品激光焊接
- 胡响银 18666412228
- 东莞市鼎峰激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
1.激光吸收率
材料对激光的吸收率越高,或传热系数、导温系数越小,激光能量越易被材料表面吸收,表面温度迅速上升,材料熔化或蒸发。
各种金属对不同波长激光的反射率如表 1 所示,各种金属的反射率随波长变短而降低,并且Ag、Al、Cu 对激光的反射率高达90%以上,这无疑增加了激光加工的困难 在室温下,铝合金对 CO2 激光的吸收率极低,98%的激光能量将被铝合金表面反射,Nd:YAG 激光的反射率也达80%。可见,铝合金具有对激光的反射率高、吸收率小的特性。这是因为铝合金中自由电子的密度很大,在光波电磁波强烈震动下产生强烈的反射波和较弱的透射波,反射波不易被铝合金表面吸收,因而常温下铝合金表面对激光具有较高的反射率。
2. “小孔”的诱导和稳定
在激光焊接过程中,当激光能量密度大于 3.5*10^6W/cm2时会产生离子体,焊接方式以深熔焊方式进行,其原理主要是“小孔”效应,“小孔”的出现可大大提高材料对激光的吸收率,焊件在高能密度下熔合,以获得良好的焊接效果 在铝合金的激光焊接中首要的问题是小孔的诱导和维持稳定的困难,这是由于铝合金本身材料特性和激光束的光学特性造成的。如前所述,常温下的Al能反射掉80%的能量,再加上其导热性好,要产生“小孔”就需要一个大的激光能量密度阈值。不同铝合金激光焊接加工中都存在这样一个阈值,一旦输入功率大于此值,激光能量向材料内部的传递不再受热传导的限制,焊接则以深熔焊方式进行,激光辐射将引起母材金属强烈蒸发并形成蒸发凹槽,激光束通过蒸发凹槽深入到材料内部,焊缝深度和焊接效率也急剧增大。对于高反射的材料来说,如铝合金、铜合金,焊接中需要提供非常大的功率密度,这样就对焊接机型以及准直聚焦镜的选择都有一定要求。
3. 焊缝的机械性能
细晶强化、固溶强化、时效沉淀强化是铝合金的几种强化机制,即使存在这些强化机制,激光焊接过程中 Mg、Zn 等低熔点合金元素的大量蒸发,也会导致焊缝下沉,硬度和强度下降。瞬时凝固过程中,细晶强化组织转变成铸态组织后,其硬度、强度会有所下降。此外,焊缝中裂纹、气孔的存在导致抗拉强度降低。总之,接头软化问题是铝合金激光焊接中存在的又一难题。
4 .气孔
铝合金的激光焊接过程中容易产生气孔,主要有两类:气孔和匙孔破灭产生的气孔。
(1)气孔。铝合金在高温下表面极易形成氧化膜,氧化膜容易吸附环境中的水分。激光加热时,水分分解产生氢,而氢在液态铝中的溶解度约为其在固态铝中溶解度的20倍。在合金瞬时凝固过程中,由液态铝向固态转变时,氢的溶解度急剧降低,液态铝中多余的氢如果不能顺利上浮溢出就会形成气孔。这类气孔一般形状规则,尺寸大于树枝晶尺寸,在其内表面可见有树枝晶结晶凝固花样。
(2)匙孔塌陷。焊接小孔内在自身重力和大气压力处于平衡态,一旦平衡被打破,熔池中液态金属不能及时流过来填充就会形成不规则孔洞,有研究发现孔洞内壁镁的含量约为焊缝附近的4倍。
由于激光焊接的冷却速度太快,气孔问题更加严重,并且在激光焊接中还多了一类由于小孔的塌陷而产生的孔洞。
- 精密焊接机,五金激光焊接,电子产品激光焊接
- 激光焊接机
- 胡响银
微波炉面板焊接信息
-
 电动通风蝶阀安装要点¥ 1
电动通风蝶阀安装要点¥ 1 -
 东莞代写河道治理可行性报告代理商我们不写不散¥ 123
东莞代写河道治理可行性报告代理商我们不写不散¥ 123 -
 2018大明宣德铜桥耳三足炉正规的拍卖公司有哪些面议
2018大明宣德铜桥耳三足炉正规的拍卖公司有哪些面议 -
 全国消费者放心满意品牌优惠办理面议
全国消费者放心满意品牌优惠办理面议 -
 湛江冷藏库二手冷库回购及出售湛江广新制冷面议
湛江冷藏库二手冷库回购及出售湛江广新制冷面议 -
 儋州工业区围栏热销海口机场锌钢栅栏厂家定安酒店栏杆供应¥ 86
儋州工业区围栏热销海口机场锌钢栅栏厂家定安酒店栏杆供应¥ 86









