陕西全自动太阳能组件生产线设备方案与报价




- ¥200000.00 ≥ 1台
- 2020-06-05 17:08:01
- 湖北
- 武汉三工智能装备
- 光伏组件生产线,太阳能板生产线,电池组件..
- 湖北武汉
- 王工 15671696592
- 武汉三工光电有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
陕西全自动太阳能组件生产线设备方案与报价
单体太阳电池不能直接做电源使用。作电源将若干单体电池串、并联连接和严密封装成组件。太阳能板(也叫太阳能电池组件)是太阳能发电系统中的核心部分,也是太阳能发电系统中重要的部分。
太阳能发电方式太阳能发电有两种方式,一种是光—热—电转换方式,另一种是光—电直接转换方式。
(1) 光—热—电转换方式通过利用太阳辐射产生的热能发电,一般是由太阳能集热器将所吸收的热能转换成工质的蒸气,再驱动汽轮机发电。个过程是光—热转换过程;后一个过程是热—电转换过程。
(2) 光—电直接转换方式是利用光电效应,将太阳辐射能直接转换成电能,光—电转换的基本装置就是太阳能电池。太阳能电池是一种由于光生伏应而将太阳光能直接转化为电能的器件,是一个半导体光电二极管,当太阳光照到光电二极管上时,光电二极管就会把太阳的光能变成电能,产生电流。当许多个电池串联或并联起来就可以成为有比较大的输出功率的太阳能电池方阵了。
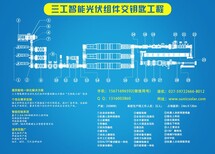
武汉三工智能装备制造有限公司研发的光伏电池组件自动化生产线交钥匙工程始终致力于照顾您生产中的每一个细节,减少操作人员,降低占地面积。您在生产中提率,在增加产量的同时,为您创造有竞争力的成本优势。
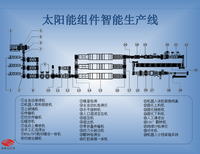
光伏组件生产线工艺流程介绍:
1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。
2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接)
3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。
4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。
5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。
6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。
7、 装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅树脂填充。各边框间用角键连接。
8、焊接接线盒:在组件背面引线处焊接一个盒子,以利于电池与其他设备或电池间的连接。
9、高压测试:高压测试是指在组件边框和电极引线间施加一定的电压,测试组件的耐压性和绝缘强度,以组件在恶劣的自然条件(雷击等)下不被损坏。
10、组件测试:测试的目的是对电池的输出功率进行标定,测试其输出特性,确定组件的质量等级。
组件和高寿命如何:
1、高转换效率、的电池片;
2、的原材料,例如:高的交联度的EVA、高粘结强度的封装剂(中性硅树脂胶)、高透光率高强度的钢化玻璃等;
3、合理的封装工艺
4、员工严谨的工作作风;
由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。
以上信息仅供参考,如果想了解更多详细信息,请您联系我!
公司名称:武汉三工智能装备制造有限公司
公司地址:湖北武汉东湖新技术开发区黄龙山北路4号
公司网址:
电话:(魏女士)
:1316003860
号:
邮箱:1316003860@
旺旺:sunic99
公司网址:
- 武汉三工智能装备
- 光伏组件生产线,太阳能板生产线,电池组件..
- 激光切割机
- 湖北武汉
- 王工
- 湖北
- 武汉三工智能装备
- 3v
- 自动
- 晶硅电池
太阳能组件生产线信息
-
 科思创TPU1085A.德国TPU1085A.拜耳1085A¥ 1
科思创TPU1085A.德国TPU1085A.拜耳1085A¥ 1 -
 室内游泳池过滤水处理设备室内浴池过滤设备浴池过滤设备厂家¥ 8000
室内游泳池过滤水处理设备室内浴池过滤设备浴池过滤设备厂家¥ 8000 -
 双鸟砖机模具汇艺砖机模具厂家价格¥ 2200
双鸟砖机模具汇艺砖机模具厂家价格¥ 2200 -
 变压器三箱式冷热冲击试验箱//标准¥ 66660
变压器三箱式冷热冲击试验箱//标准¥ 66660 -
 宝鸡陈仓区6层双柱双面式手动密集架面议
宝鸡陈仓区6层双柱双面式手动密集架面议 -
 氧化性物品罐式运输半挂车¥ 328000
氧化性物品罐式运输半挂车¥ 328000









