数控带锯-数控锯床厂家介绍





- ¥65000.00 1-2台
- ¥63000.00 3-4台
- ¥60000.00 ≥ 5台
- 2022-04-25 09:36:05
- 华洲
- 全新
- 数控锯床,数控带锯
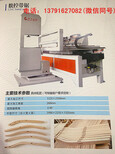
- 王经理 13791627082
- 高密市华洲木工机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
数控带锯-数控锯床介绍
1、全自动数控
2、用什么控制?
Pc机(电脑)控制运动加工
3、能割多厚的木料?
厚度可切割:厚260mm(26公分)左右
4、可切割多长、多宽的木料?
常规机器可切割2500*1200mm(2.5*1.2m)的木料
如有特殊需要可定做机器(机器尺寸)
5、可一次切割几层木料?
只要总厚度别超过260mm,几层都可加工
6、数控带锯用的什么锯条?
普通带锯条即可,当然用合金锯条也可以,但成本稍高(一根合金锯条约500元左右)
7、机器动率多大?
功率6千瓦左右
8、配件进口的吗?
部分配件采用台湾TBI的,如导轨、直线轴承、滚珠、丝杆、部分电控部件
9、数控带锯-数控锯床机器体积多大?
常规机器:长3990、宽2310、高1500
10、主要用在那些产品加工上?
主要切割造型弯曲的毛坯木料,如:沙发、椅子、床头及多种实木家具的下料工作
11、好用吗?编程序麻烦吗?
肯定好用!
编程方面相对来说比较容易,我们有的技术人员教客户编程和机器使用方法。
12、保修多长时间?
整机保修一年,只要不是人为原因,随时维修。不包易损件,如:锯条、轴承等。(如客户要求延保也可答应)
13、机器带自动加油机吗?
是的。全自动注油机。
14、机器切割效率有多高?
大约,这个问题只能说大约。一台木工机械数控锯能顶3-4 / 4-5台普通锯床的工作量。
15、数控锯比普通锯、省木料体现在那些方面?
(1) 数控带锯节省人工,省却了画线这道工序
(2)不用技术工人去操作机器,只需要找一名普通工人或女工上下料即可
(3)可一次放多层木板进行加工。比如:加工椅腿可放上4-5层木板进行加工,也就是说,割一锯就割出4-5条椅腿。若切割薄板可放 更多的板,效率更高
(4)关于省料方面的细节
A、省去人工画线的误差。切割锯路是由电脑严格控制,因此准确度高,一致性高。所以加工余量可缩小(省料)。例如:切割宽 1200的木料做椅后腿,一页板可省出一条后腿(当然特殊工件除外),很可观的节省,一条腿大约15-20元。
B、因为切割出的工件一致性高,拼板加工时更方便、更省工
C、立创加工时,因留的加工余量小,安全系数的提高,且工人操作更省力气。
16、数控锯条切割到后木板有多大的剩余木料?
大约60-90毫米
17、数控带锯-数控锯床的加工方式是锯床转动还是锯条扭动?
我们的是锯床转动。
锯床转动的优点是:切割稳定,不易断锯条(断不断锯条是件大事);缺点是体积显大。锯条扭动的优点是:运动部件不外露,更美 观;缺点是:断锯条情况比较严重。可以想象,锯条正负90度反复扭动加工,因金属疲劳的特性,将会使锯条产生断裂,降低了加工 效率,提高了易损件的成本(尽量推荐客户用锯床转动的方式,锯条扭动是代产品缺点太多,因为这种方式大的厂家生产过,给客 户造成了一定的认识误差。技术上总之是不可取的方式)
18、机器是步进的还是伺服的?
全伺服的,且是国内的补偿伺服电机,部分厂家采用的是步进电机传动,虽成本低但极不合理,易出错、断条、效率低(步进电机在 1955年的时候大量应用在数控机器上。现在已经在日本市场上消失,但还在使用,但缺点太多,所以伺服电机的应用已是必 然。伺服电机是现阶段应用在数控机床合理的传动电机。


- 华洲
- 数控锯床,数控带锯
- 木工机床
- 王经理
- 华洲
- 全新
- 电动
- 落地式
- 立式
- 锯
- 数控
- 否
- 通用
- 木工锯床
数控带锯信息
-
 免费代测同源盒蛋白HOXA13(HOXA13)试剂盒¥ 1
免费代测同源盒蛋白HOXA13(HOXA13)试剂盒¥ 1 -
 惠州会计实务做账哪里有培训面议
惠州会计实务做账哪里有培训面议 -
 750横跨板设备¥ 40000
750横跨板设备¥ 40000 -
 重庆沙坪坝在哪里能鉴定青铜器的方法¥ 1
重庆沙坪坝在哪里能鉴定青铜器的方法¥ 1 -
 不锈钢配电房门不锈钢变压器室钢门配电房特种门¥ 66
不锈钢配电房门不锈钢变压器室钢门配电房特种门¥ 66 -
 阳泉密集手摇式移动柜优惠大酬宾面议
阳泉密集手摇式移动柜优惠大酬宾面议