青岛扁铁数控送料机厂家电话





- 面议
- 2024-09-17 05:38:14
- 数控送料机
- 原经理 13335243198
- 潍坊鑫博达自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
选择冲床自动送料机时就需要注意几点:
1、不太适合在使用传统的空气送料机,这类材料在夹板夹持时可能会出现划伤的问题。
2、对于中厚板材料的中低速冲压场合,可选择在高速滚轮送料机、NC伺服送料机标准机台上,对送料滚筒包PU轮处理,这种方法可完全消除划伤问题。冲床自动送料机通常是上滚筒包PU轮即可,若要求特别高,可对上料滚筒均包PU轮处理。
3、对于薄板材料高速冲压场合,可选择高速夹式送料机即可。冲床自动送料机对夹具进行了特别的加工,材料受力特别均匀,不用担心产生任何压痕和擦伤。
4、对于薄板材料,客户可选择NC伺服送料机拉料进行冲压,这样即可避免拉伤。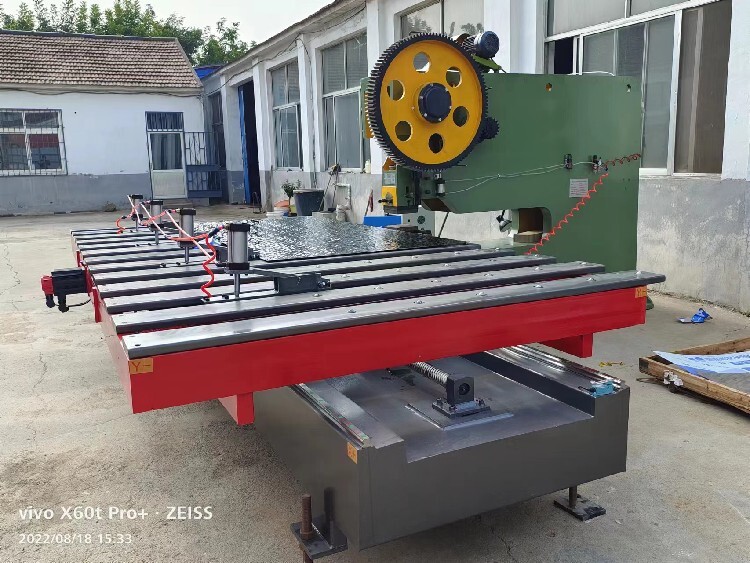
数控冲床送料机使用寿命的长短,是和用户对该设备的维护和保养有很大关系的。用户使用数控冲床送料机一定要由受过训练的人员进行操作,有专人进行保养以及维护。1、数控冲床送料机机床和机床零部件进行定期的检查,看下机床紧固件的螺丝是不是紧固,如果螺丝在运动中松动,马上紧固。每天还要对机床上的铁削和废料进行清理。 2、数控冲床送料机的导轨和丝杠要经常加润滑油,加润滑油的目的是为了减少摩擦阻力和摩擦磨损,降低数控送料机运动时的温度,起一个保护作用。3、数控冲床送料机使用一定时间后,机床精度出现问题有可能是丝杠发生串动间隙,这个时候可以把电机座的压盖拆下,垫上0.2mm的紫铜片,这样会好很多。还有就是检查下电机与丝杆间的联轴器情况及橡胶弹片是否破损,这对数控冲床送料机的精度也是有影响的,如有破损即时更换。以上问题都处理后还有存在精度偏差,就检查下丝杆副轴承的滚珠有没有磨损情况,如有磨损更换它。
平板的送料机又俗称冲床送料器,一般用于机箱机柜冲孔,然后折弯成型;数控平板冲孔,落料件,与钣金厂家普通冲床配套使用,能实现数控送料,率生产,是人工生产的两倍以上;数控送料机是辅助冲床使用的,能把普通冲床人工冲件,升级为数控自动化生产,送料机价格不高,被广大冲压行业所喜爱。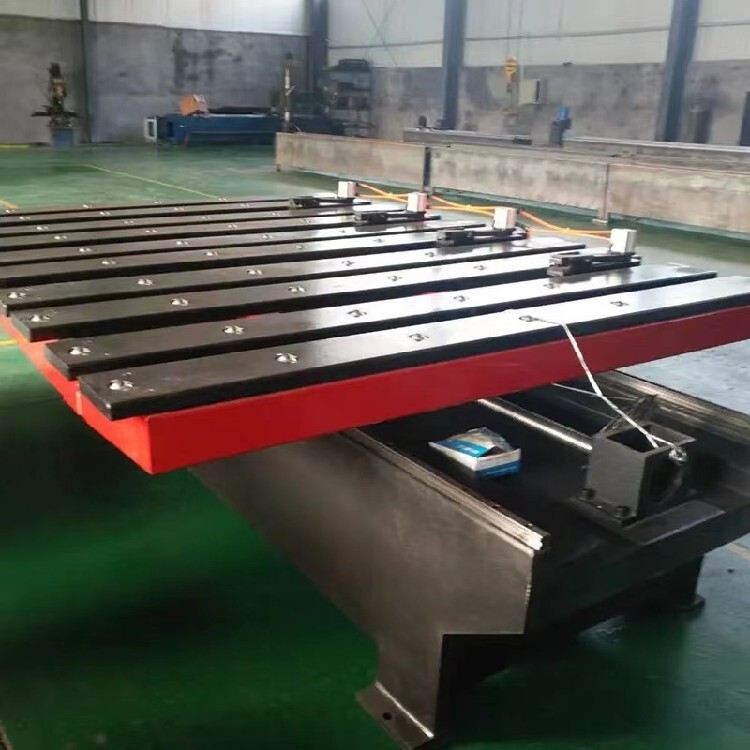
送料机与普通冲床配套加工中,首要应用于不一样类型的钣金冲压、网板、落料或许接辽等商品,在编程的过程中能够设置主动循环拼接式编程以削减板料的变形。数控系统自动回原点(相对原点)定位,可削减重复对孔的麻烦,然后运用程序执行数控冲压、自动送料、自动回位以及主动检查。
数控设备一般都具有智能化人性化等众多优点,即便这样操作数控设备时,也一定要遵循各种设备相应的安全操作规程。只有科学的操作方法,才能使设备发挥大的效率,并减少事故及设备故障的发生,这是企业提高生产效率的关键。
较为常见的问题是材料在输送过程中出现的打滑跑偏现象,此时需按照随机说明书上的方法予以解决:
1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。
2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。
3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。
4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。
5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。
- 数控送料机
- 数控冲床
- 原经理

