唐山出售筛板冲床送料机联系方式




- 面议
- 2025-02-02 01:56:02
- 筛板冲床送料机
- 原经理 13335243198
- 潍坊鑫博达自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
气动冲床有许多普通冲床无法相比的优势,冲压效率更高,加工精度非常高。当然随着冲床不断冲压,机身产生的震动会影响到滑块间隙以及其他部件的震动,多少会有些松弛,需要定期进行调试来气动冲床的加工精度。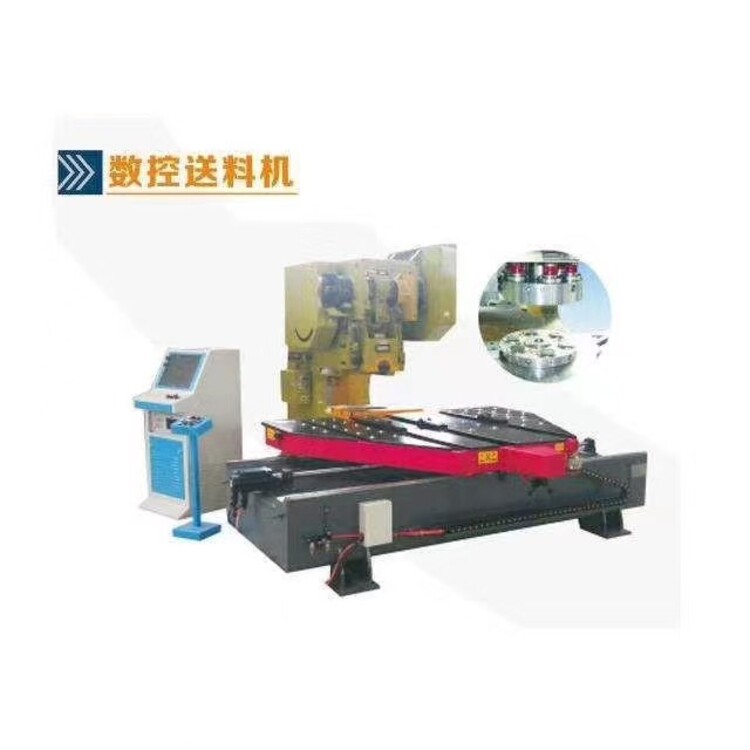
送料机,拥有多系列、多类型产品,根据客户要求进行选用,是将材料送至冲床进行冲压的输送设备,较为常见的为NC伺服送料机,操作简单,只需将送料参数输入控制面板即可完成一批次冲压生产,稳定性高,可设定多段送料的功能。
冲床加工需要设置好模具以便更好完成冲压生产,如果模具损坏会影响到生产质量,而且模具要是频繁更换磨损太快也会带来成本上的损失。为了能够更好节约成本,避免模具磨损太快的问题。我们在使用冲床时除了定期维护设备外,在使用期间也要做好检查再使用。
数控冲床模具磨损过快的主要原因: ①模具间隙小,一般建议模具总间隙为材料板厚度的20%和25%。 ②)数控冲床模具中性不好,包括模座和模具导向组件以及转塔镶嵌精度不足。 ③凸模温度过高,主要是同一模具连续长时间冲压导致冲头过热。 ④模具刃磨方法不当,导致模具退火,磨损加剧。 ⑤局部单边冲切,如步冲、冲角或剪切时,铝合金门窗配件的侧向力会使冲头向一侧倾斜,减小该侧间隙,造成模具严重磨损。如果机床模具安装精度不高,冲头会严重偏离上模,对凸模和凹模造成损坏。
较早前的冲压工人需要直接和机器模具及工件持续长时间接触,很容易疲劳以致发生挤压切夹肢体的工伤事故,而采用冲压机械手能够有效代替人工完成冲压过程,避免了冲床及冲压模具带来的对人员各种隐藏安全风险。
偏摆送料机传动部件使用日本进口PLC控制系统,两套安川伺服马达的电控系统,其中一套伺服马达系统与送料滚筒用同步带轮连接,实现对送料滚筒的定准控制;另一套伺服马达系统与精密滚轮丝杆用同步带轮连接,完成的左右移动动作,在连续冲压过程中,边与边的小距离可设定在0.5mm以内。偏摆送料机送料误差可控制在正负0.08mm以内,以满足越来越高的加工要求。
- 筛板冲床送料机
- 输送设备
- 原经理
出售筛板冲床送料机信息
-
 江苏螺旋输送机规格面议
江苏螺旋输送机规格面议 -
 山西出售筛板冲床送料机型号面议
山西出售筛板冲床送料机型号面议 -
 西藏板式输送机价格面议
西藏板式输送机价格面议 -
福建生产筛板冲床送料机批发面议
-
洛阳出售筛板冲床送料机联系方式面议
-
 雅安天全县米黄色鹅卵石电力部门鹅卵石生产厂家¥ 3500
雅安天全县米黄色鹅卵石电力部门鹅卵石生产厂家¥ 3500







