意大利FRB驱动顶针,意大利端驱,车床驱动顶针



1/3
- 面议
- 2025-02-22 04:41:56
- 2号
- 镀锌
- 驱动顶针,意大利飞霸顶针,飞霸驱动顶针,..
- 高经理 15229380861
- 陕西渭柏精密机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
意大利FRB车床端面驱动顶针和磨床驱动顶针,总代渭柏精密机械,车床端面驱动顶针跳动精度为0.005和0.003,磨床驱动顶针精度要更高一些,一般为0.003和0.002。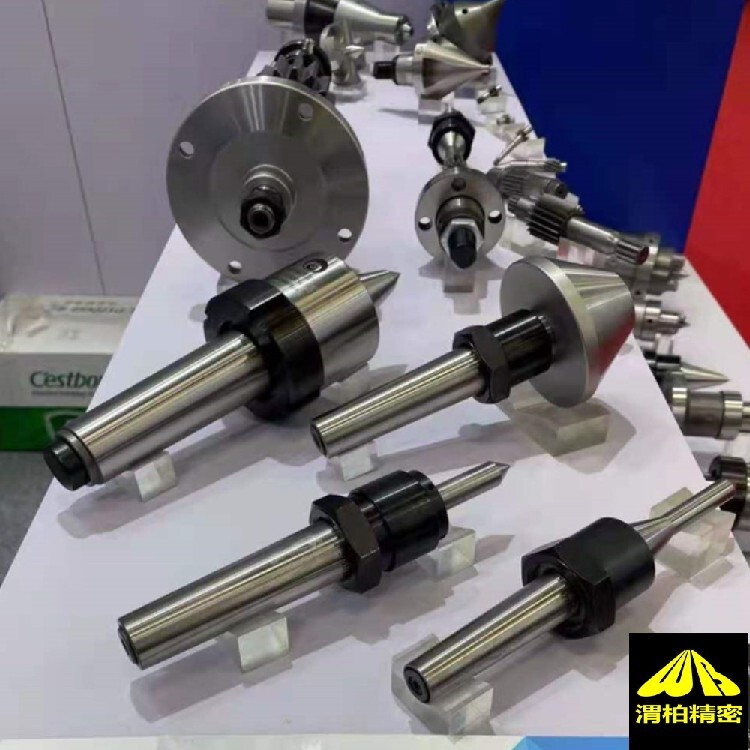
端面驱动顶针是通过一次装夹对工件的全长进行完整加工的率夹具,意大利FRB端面驱动顶针代理陕西渭柏精密机械有限公司。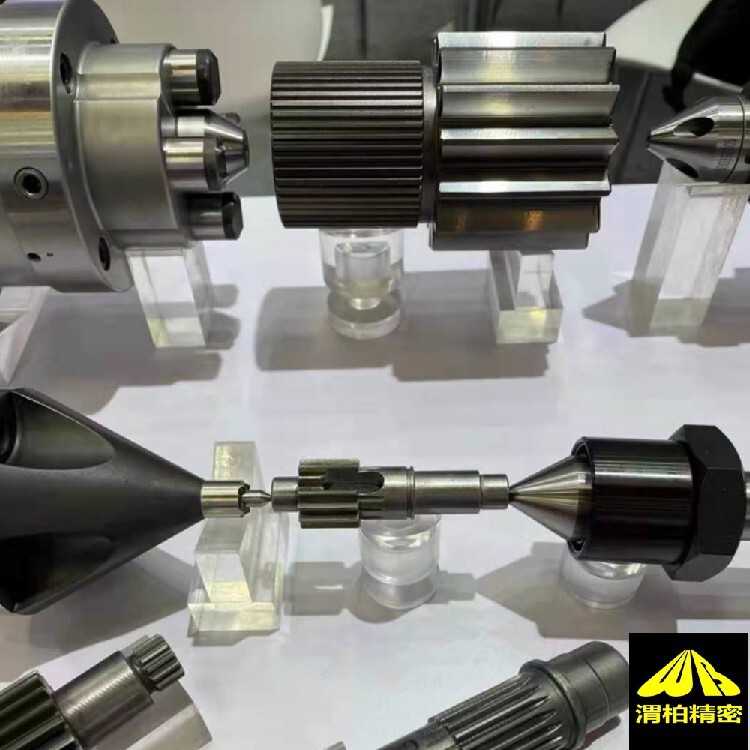
FRB液压式端面驱动顶针
液压式端面驱动顶针具有非常高的定位精度和加工精度,但需要和主轴油缸连接起来使用。他的中心顶针是固定的,驱动齿通过连接机构被油缸推送至工件端面。
液压式端面驱动顶针选型特点:
由于大部分需要做磨削加工的工件硬度非常高,磨削用端面驱动顶针的驱动齿可以选择硬质合金或者带有金刚石涂层等材质。
连接主轴可以选择莫氏锥柄直连主轴内孔或者法兰连接。
磨削加工属于后期的作业,相对于其他类型的端面驱动顶针,使用磨削用端面驱动顶针之前需要确认更多工艺环境的细节。
意大利FRB端面驱动顶针应用:
JYOTI机床、EMAG ZETA机床、LIANA机床、JUNKER机床、美国哈挺机床、意大利TACCHI机床、德国WEISSNER机床、DOOSAN机床、OKUMA机床等。
意大利FRB端面驱动顶针和机床链接方式:
可选择莫氏锥柄、法兰连接和软爪夹持3种安装方式,在精车和磨削系列中,中心顶针固定,油(气)缸推动驱动卡爪嵌入工件端面, 配合尾座弹性回转顶针,加工精度可达μ级。
- 驱动顶针,意大利飞霸顶针,飞霸驱动顶针,..
- 顶尖/顶针
- 高经理
- 2号
- 镀锌
- 多款供选
- 多款供选
- 45号钢
- 大负荷型
- 多种供选
- 机械工业用紧固件
- 皆可
陕西渭柏精密机械有限公司为你提供的“意大利FRB驱动顶针,意大利端驱,车床驱动顶针”详细介绍



