意大利端面驱动,磨床驱动顶针,意大利FRB端面驱动顶针



1/3
- 面议
- 2025-01-02 04:23:07
- 2号
- 镀锌
- 驱动顶针,意大利飞霸顶针,飞霸驱动顶针,..
- 高经理 15229380861
- 陕西渭柏精密机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
端面驱动顶针按工作方式分为机械式和液压式,机械式一般用于车削和铣削(滚齿),液压式一般用于高精密车削、硬车削和磨削加工。工件端面和驱动齿相互作用力的大小、驱动齿规格、工件材质和切削参数之间有一定的相互制约关系。
FRB磨床用驱动顶针技术的特点与应用
FRB驱动顶针有针对各类机床的特设计,车削、磨削、重载和齿轮加工四大类驱动顶针满足各种场合的使用,FRB端面驱动顶针内部采用自动平衡补偿系统,
FRB液压式端面驱动顶针
液压式端面驱动顶针具有非常高的定位精度和加工精度,但需要和主轴油缸连接起来使用。他的中心顶针是固定的,驱动齿通过连接机构被油缸推送至工件端面。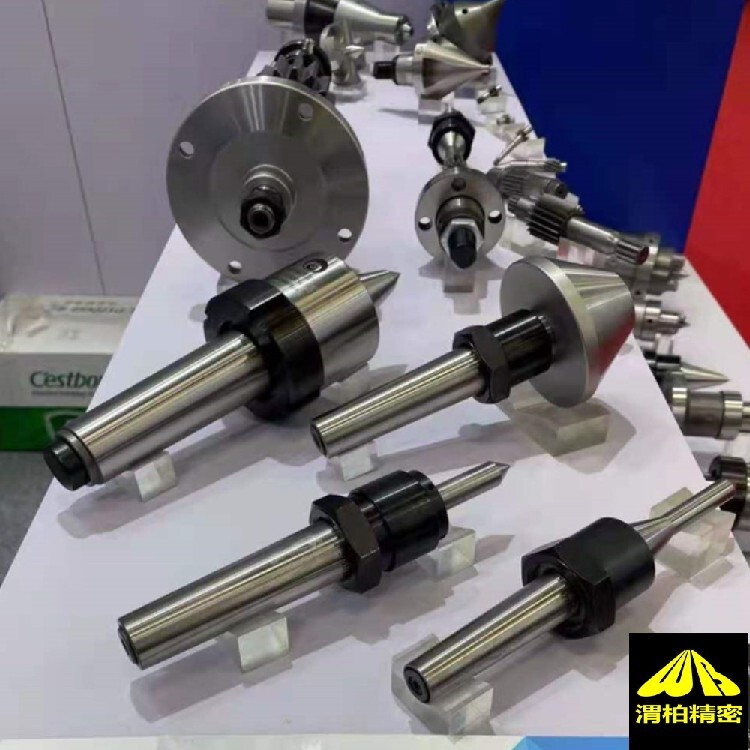
磨削用端面驱动顶针
磨削用端面驱动顶针属于液压式(也有一些用户把机械式端面驱动顶针应用到外圆磨床,而且效果比较理想) ,产品结构和工作原理与机械式端面驱动顶针基本相同。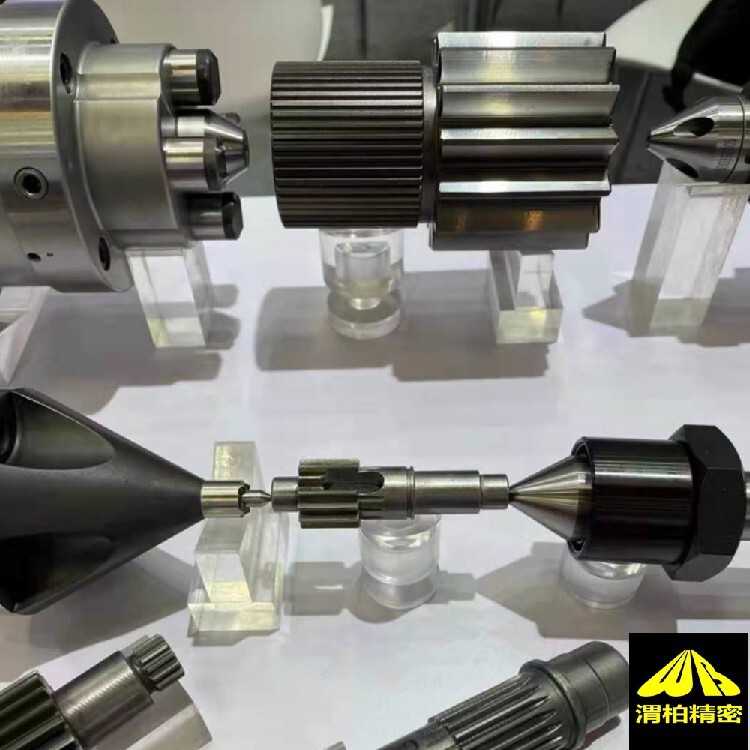
意大利FRB端面驱动顶针使用注意事项
端面驱动顶针端处有4个径向销,具备爪钳的抗旋转功能。它们的位置能够在2-3个零点几毫米的轴上转动。这些销在装配阶段已调节好,决不能随意乱动。
意大利FRB端面驱动顶针和机床链接方式:
可选择莫氏锥柄、法兰连接和软爪夹持3种安装方式,在精车和磨削系列中,中心顶针固定,油(气)缸推动驱动卡爪嵌入工件端面, 配合尾座弹性回转顶针,加工精度可达μ级。
- 驱动顶针,意大利飞霸顶针,飞霸驱动顶针,..
- 顶尖/顶针
- 高经理
- 2号
- 镀锌
- 多款供选
- 多款供选
- 45号钢
- 大负荷型
- 多种供选
- 机械工业用紧固件
- 皆可
陕西渭柏精密机械有限公司为你提供的“意大利端面驱动,磨床驱动顶针,意大利FRB端面驱动顶针”详细介绍



