日本大隈机床、大隈数控、大喂机床、大偎机床






- ¥568.00 ≥ 1台
- 2024-06-28 11:35:03
- 大隈机床
- 铣
- 大隈龙门机床,大隈机床,日本大隈机床,日..
- 上海
- 大隈机械(上海)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数


欢迎交流日本大隈机床感谢同仁的支持与厚爱
日本大隈公司是一家机电整合公司,专注于数控机床制造,也是一家老店欢迎新老朋友交流学习,感谢支持,公司沿革:欢迎交流一三六一六一一七感谢支持
位于总部的中小型车床综合生产工厂DS2(Dream site 2)零部件工厂竣工2017年
大口工厂GCS中心成立了Aerospace Center of Excellence2016年
大口工厂建成了材料中心2016年
可儿工厂建成了新的服务配件中心2016年
MU-4000V, 荣获新产品奖2015年
品牌广告语“ OPEN POSSIBILITIES”2015年
大隈公司的新型数控: OSP suite2014年
成立大隈(越南)有限公司。2014年
梦想基地1( DS1)工厂在总公司工厂开始运营。2013年
开设巴黎大隈技术中心。2013年
成立大隈机械(上海)有限公司。2009年
全球CS中心、大隈纪念馆、物流中心竣工。2008年
成立大隈印度私人有限责任公司。2007年
热亲和概念的核心“热变位补偿系统”荣获日本机械学会奖。2003年
在中国成立北一大隈(北京)机床有限公司作为生产基地。2002年
成立大隈机床(上海)有限公司。2001年
成立大隈澳大利亚公司( 1973年以来为联络处)。2001年
成立大隈技术(泰国)公司。2000年
成立大隈拉美公司。1997年
开设德国南部物资中心。1997年
在台湾成立大同大隈股份有限公司。1997年
美国的OMI和OMT合并成大隈美国公司。1995年
可儿工厂第二期工程竣工。1991年
公司名称改为大隈株式会社。1991年
德国的机床销售和维修服务公司合并成大隈欧洲公司。1990年
在德国成立机床销售和维修服务公司。1988年
可儿工厂期工程竣工。1988年
在美国设立大隈机床公司作为生产基地。1987年
在美国成立机床销售公司。1984年
将旧公司总部工厂(名古屋市辻町)的主力部分迁移到大口。1980年
在美国和欧洲开设联络办事处。1976年
自开发了计算机数控系统( CNC)。之后,大隈所有的数控机床都装备了计算机数控系统。1972年
大口装配工厂竣工(爱知县)。1970年
推出NC钻床和NC磨床。1964年
成为日本惟一一家机电一体化的综合性企业。1963年
自开发了位置检测方式的数控系统( OSP)。1963年
大隈的机床次在美国芝加哥国际制造技术展览会( IMTS)上展出。1959年
开始生产LS型高速车床。1958年
大隈的机床产品(产值)为日本国内位。1937年
• 成立株式会社大隈铁工所。• 开始销售OS型车床。1918年
开始机床的制造、销售。1904年
大隈荣一在名古屋东区成立自己的私人公司, 开始制造、销售制面机械。1898年















龙门式加工中心(上面加工)
节省空间、高速
轴移动量(大):X2,600・Y2,000・Z800mm 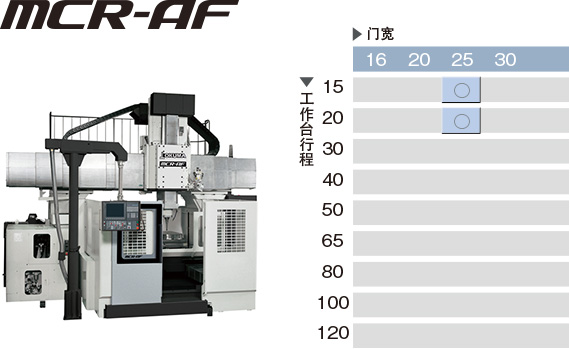
套管轴型式
轴移动量(大):X5,200・Y2,000・Z450mm 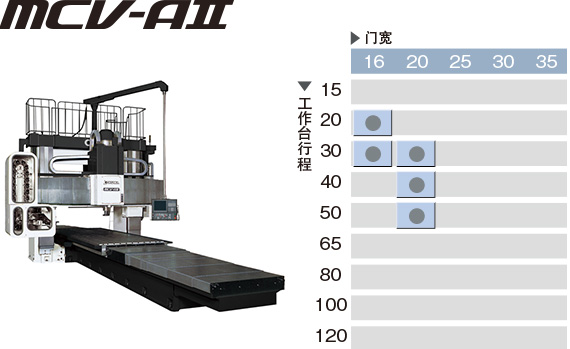
机床规格
MCR-C MCR-BⅢ※9 MCR-A5CⅡ 移动量 X轴移动量(工作台前后) mm 4,200~12,200 3,000~12,000 3,200~12,200 Y轴移动量(主轴头左右) mm 3,200~4,200 2,700~4,200 2,600~4,100 Z轴移动量(滑枕上下) mm 1,050[1,250] 800[1,000] 800 W轴移动量(横梁升降) mm 1,000、1,200 700~1,300 800~1,200 有效门宽 mm 2,650~3,650 2,050~3,550 2,150~3,650 工作台表面至
主轴端的大距离mm 1,650~1,850
[1,550~1,750] ※11,350~1,850
[1,250~1,750] ※11,450~1,850
[1,350~1,750] ※1工作台 工作台作业面的大小 mm 2,000×4,000~3,000×12,000 1,500×2,800~3,000×11,800 1,500×3,000~3,000×12,000 工作台的大承载重量 kg 22,000~66,000 12,000~72,600 12,000~66,000 工作台上面的形状
[T槽宽度×根数(间隔)]mm 24H7×11、13、15
(中央部位200)24H7×9~15
(中央部位200)24H7×11、13、15
(中央部位140、200)距机床下面的高度 mm 850~950 800~950 850~950 进给速度 快速进给速度 m/min X・Y:24、Z:15
(X・Y:24※2、Z:15)※3
(X:20、Y:24※2、Z:15)※4X:15、Y:20※10、Z:15 X:30、Y:32、Z:20
(X:30、Y:32※2、Z:20)※20
(X:20、Y:32※2、Z:20)※21
(X:30、Y:30※2、Z:20)※22
(X:20、Y:30※2、Z:20)※23切削进给速度 mm/min 1~10,000 1~10,000 1~10,000 W轴进给速度(横梁升降) mm/min 3,000 3,000 3,000 自动刀具更换装置 刀柄型式 MAS BT50 MAS BT50 MAS BT50 拉钉型式 MAS 2 MAS 2 MAS 2 刀具容纳把数 把 50
[80、100、120、180]32※11
[50、72、100、120、180]50
[80、100、120、180]刀具大直径 mm 有邻接刀具:ø135
无邻接刀具:ø264有邻接刀具:ø135
无邻接刀具:ø230有邻接刀具:ø135
无邻接刀具:ø230刀具大长度 mm 600 400 400 刀具大重量 kg 25 25 25 刀具选择方式 固有地址方式 固有地址方式 固有地址方式 主轴 主轴转速 min-1 4,000[6,000] 4,000[3,600、6,000、8,000、10,000] 4,000[6,000、10,000] 主轴锥孔 7/24锥度No.50 7/24锥度No.50 7/24锥度No.50 主轴轴承内径 mm ø100[ø85※5、ø130※6、ø100※7] ø100[ø85※12] ø100[ø85※24] 电机 主轴用电机 kW 45/37(30分/连续)
[37(连续)]※5 30/22(30分/连续)※8
[45/37(30分/连续)※13、22(连续)※5、
26/22(30分/连续)※14] 26/22(30分/连续)※8
[26/22(30分/连续)※24、
30/22(30分/连续)※25] 进给轴用电机 kW X:14.0、Y:9.4、Z:5.2×2 X:9.4(14※15)、Y:7.3、Z:4.6×2
(X:9.4(14※16)、Y:9.4、Z:4.6×2)※17X:9.4(14※26)、Y:7.3、Z:5.2×2] 横梁升降用电机 kW W:4.6(5.2※18)×2 W:4.6(5.2※18)×2 W:4.6×2 所需动力源 电源 kVA 60※8 60※8 60※8 气压源 L/min(ANR) 650(0.5MPa以上)※8 650(0.5MPa以上)※8 650(0.5MPa以上)※8 机床尺寸 机床高度 mm 6,730、6,980 6,250~6,850 5,820~6,300 占地面积(主机) mm 7,810×10,730~8,835×27,930 6,950×8,200~8,700×27,400 6,180×8,430~7,780×27,930 机床重量(主机) kg 48,000~116,000 36,000~120,900 32,000~101,000 控制装置 OSP-P300MA OSP-P300MA OSP-P300MA
| MCR-H | MCR-AF | MCV-AⅡ | |||
|---|---|---|---|---|---|
| 移动量 | X轴移动量(工作台前后) | mm | 4,200、5,200 | 2,600 | 2,000~5,200 |
| Y轴移动量(主轴头左右) | mm | 3,200、3,700 | 1,500、2,000 | 1,600、2,000 | |
| Z轴移动量(滑枕上下) | mm | 800[1,000] | 800 | 450(套管轴上下) | |
| W轴移动量(横梁升降) | mm | 1,000 | - | 1,000、1,150 | |
| 有效门宽 | mm | 2,550、3,050 | 2,600 | 1,650、2,050 | |
| 工作台表面至 主轴端的大距离 | mm | 1,550 | 1,100 [1,000※29] | 1,360~1,510 [1,380~1,530]※36 | |
| 工作台 | 工作台作业面的大小 | mm | 2,000×4,000、2,500×5,000 | 2,000×1,500、2,000×2,000 | 1,200×1,800~1,500×5,000 |
| 工作台的大承载重量 | kg | 22,000、33,000 | 10,000 | 6,000~16,000 | |
| 工作台上面的形状 [T槽宽度×根数(间隔)] | mm | 24H7×11、13 (中央部位200) | 20H7×9、11 (中央部位200) | 20H7×9、11 (中央部位140) | |
| 距机床下面的高度 | mm | 920 | 850 | 700~750 | |
| 进给速度 | 快速进给速度 | m/min | X・Y:30、Z:15 | X・Y:20、Z:10 | X・Y:20、Z:10 |
| 切削进给速度 | mm/min | X・Y:1~30,000、Z:1~15,000 | 1~10,000 | 1~10,000 | |
| W轴进给速度(横梁升降) | mm/min | 5,000 | - | 420/500(50/60Hz)※37 | |
| 自动刀具更换装置 | 刀柄型式 | MAS BT50 | MAS BT50[MAS BT50※29、MAS BT40※30、HSK-A63※31※32] | MAS BT50 | |
| 拉钉型式 | MAS 2 | MAS 2※33 | MAS 2 | ||
| 刀具容纳把数 | 把 | 50 [80、100、120、180] | 24 [32※30※31※32、48※30※31※32、50※34、72※34、100※34] | 24 [50、72、100] | |
| 刀具大直径 | mm | 有邻接刀具:ø135 无邻接刀具:ø230 | 有邻接刀具:ø125※34[ø135※35、ø90※30※31※32] 无邻接刀具:ø230※34[ø125※30※31※32] | 有邻接刀具:ø128 无邻接刀具:ø230 | |
| 刀具大长度 | mm | 400 | 400 | 400 | |
| 刀具大重量 | kg | 25 | 25※34[8※30※31※32] | 20 | |
| 刀具选择方式 | 固有地址方式 | 固有地址方式※34 [随机存储※30※31※32] | 固有地址方式 | ||
| 主轴 | 主轴转速 | min-1 | 8,000 | 8,000[12,000、15,000、20,000、25,000] | 4,000[6,000、10,000] |
| 主轴锥孔 | 7/24锥度No.50 | 7/24锥度No.50 [7/24锥度No.50※29、7/24锥度No.40※30、HSK-A63※31※32] | 7/24锥度No.50 | ||
| 主轴轴承内径 | mm | ø85 | ø85[ø100※29、ø70※30※31、 ø60※32] | ø100[ø85※24] | |
| 电机 | 主轴用电机 | kW | 26/22(30分/连续) | 26/22(30分/连续)※8 [37/26(10分/连续)※29、26/18.5(10分/连续)※30、 30/22(10分/连续)※31、15/11(30分/连续)※32] | 22/18.5(30分/连续) [22/15(30分/连续)※5、22(连续)※42] |
| 进给轴用电机 | kW | X:12※27※28(18※27※43)、Y:6※27、Z:4.6×2 | X・Y:5.2、Z:3.6×2 | X:3.5(4.2※38、4.6※39)Y:4.2、Z:4.2 | |
| 横梁升降用电机 | kW | W:5.2×2 | - | 3.7(AC)[3.6※40] | |
| 所需动力源 | 电源 | kVA | 80※8 | 55※8 | 40※8 45※8 |
| 气压源 | L/min(ANR) | 950(0.5MPa以上)※8 | 700(0.5MPa以上)※8 | 500(0.5MPa以上)※8 | |
| 机床尺寸 | 机床高度 | mm | 6,450 | 4,670[4,450※29] | 4,375~4,585※41 |
| 占地面积(主机) | mm | 7,825×10,730、8,425×12,830 | 5,560×4,200、5,560×5,230 | 4,935×6,000~5,335×12,920 | |
| 机床重量(主机) | kg | 64,000、75,000 | 24,500、26,000 | 19,500~30,500 | |
| 控制装置 | OSP-P300MA | OSP-P300MA | OSP-P300MA | ||
[ ]内为特殊规格 ※1:[ ]内表示立头长度为250mm的情况 ※2: 在Y轴行程两端附近减速 ※3:( )内为30×50型、30×65型、35×50型、35×65型的情况 ※4:( )内为30×80型、30×100型、35×80型、35×100型、35×120型的情况 ※5: 6,000min-1规格的情况 ※6: 高输出规格,4,000min-1规格的情况 ※7: 高输出规格,6,000min-1规格的情况 ※8: 标准规格的情况 ※9: 横梁升降形规格的情况 ※10: 35型的情况、在Y轴行程两端附近减速 ※11: 32把ATC的情况下,通过25型以上能够限制ATC的范围。 ※12: 6,000min-1、8,000min-1、10,000min-1规格的情况 ※13: 3,600min-1规格的情况 ※14: 8,000min-1、10,000min-1规格的情况 ※15: 30×120型的情况 ※16: 35×120型的情况 ※17:( )内为35型的情况 ※18: 35型的情况 ※20:( )内为30×50型、30×65型的情况 ※21:( )内为30×80型、30×100型的情况 ※22:( )内为35×50型、35×65型的情况 ※23:( )内为35×80型、35×100型、35×120型的情况 ※24: 6,000min-1、10,000min-1规格的情况 ※25: 10,000min-1 铝加工规格的情况 ※26: 25×50型、25×65型、25×80型、30型、35型的情况 ※27: 直线电机 ※28: 25×40型的情况 ※29: 12,000min-1规格的情况 ※30: 15,000min-1规格的情况 ※31: 20,000min-1规格的情况 ※32: 25,000min-1规格的情况 ※33: HSK规格中无拉钉 ※34: 8,000min-1、12,000min-1规格的情况 ※35: 8,000min-1规格或者 12,000min-1规格下刀具收纳把手为50把规格的情况 ※36: [ ]内为10,000min-1规格的情况 ※37: 横梁自动定位规格时为16型400min-1,20型340min-1 ※38: 20×40型的情况 ※39: 20×50型的情况 ※40: 横梁自动定位规格时 ※41: 标准悬吊(固定),无贯穿主轴规格的情况 ※42: 10,000min-1规格的情况 ※43: 30×50型的情况
- 大隈机床
- 大隈龙门机床,大隈机床,日本大隈机床,日..
- 立式机床加工中心
- 上海
- 陈振
- 大隈机床
- 铣
- 加工中心
大隈龙门加工中心信息
-
 浪漫红颜葡萄苗产地及报价、山东浪漫红颜葡萄苗批发面议
浪漫红颜葡萄苗产地及报价、山东浪漫红颜葡萄苗批发面议 -
 商水雾森系统方案设计原理¥ 8500
商水雾森系统方案设计原理¥ 8500 -
 QLZ直联螺杆式启闭机现货厂家¥ 1200
QLZ直联螺杆式启闭机现货厂家¥ 1200 -
 四川雕塑造型厂家定制绿雕造型,植物景观雕塑批发¥ 100
四川雕塑造型厂家定制绿雕造型,植物景观雕塑批发¥ 100 -
 花岗岩石狮子批发石狮子摆放图片¥ 10000
花岗岩石狮子批发石狮子摆放图片¥ 10000 -
 拉挤圆管玻璃钢高压管道不渗漏¥ 25
拉挤圆管玻璃钢高压管道不渗漏¥ 25









