广告
即墨金属激光切割加工多少钱质量可靠





1/6
- ¥10.00 ≥ 1件
- 2017-02-18 11:57:29
- 不锈钢
- 其它
- 激光切割厂家,不锈钢加工
- 山东青岛
- 闫春生 15020025955
- 即墨市庆飞钢板经营部

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
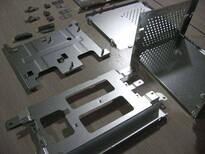
即墨金属激光切割加工多少钱 质量可靠
总的来说,采用灭弧焊接法进行层击穿焊时,应注意以下5个方面:
①中注意灭弧位置与灭弧动作,不能把灭弧位置选在熔池前方的核口面上或被口间隙处,而应将焊条拉向熔池斜后方迅速灭弧z动作要干净利索,不能拉长弧.
②钣金加工中注意倾昕电弧击穿焊件时发出的个"嚓"声。没有这个"喽"声,就不能向前灭弧施焊,否则就会焊不透,更不能双面成形。
③使所有熔池形状和大小尽量保持一致,以打底焊道的宽度一致。
④钣金加工中注意灭弧与接弧的间隔时间,灭弧频率以70-80次/min(碱性焊条时应稍低些)为宜.
⑤焊条倾角要适宜,否则在不同位置施焊时,容易产生焊接缺陷。
- 激光切割厂家,不锈钢加工
- 激光加工
- 山东青岛
- 闫春生
- 不锈钢
- 其它
- 来样加工
- 五金
即墨市庆飞钢板经营部为你提供的“即墨金属激光切割加工多少钱质量可靠”详细介绍
金属激光切割加工信息
-
 1.4529不锈钢板现货商1.4529不锈钢板成分¥ 115
1.4529不锈钢板现货商1.4529不锈钢板成分¥ 115 -
 供应进口骨架油封,氟胶骨架油封¥ 10.5
供应进口骨架油封,氟胶骨架油封¥ 10.5 -
 潍坊哪里有供应优质的棉被:河南手工棉被面议
潍坊哪里有供应优质的棉被:河南手工棉被面议 -
 福州哪里能买到上等柜式空调,大金空调供应面议
福州哪里能买到上等柜式空调,大金空调供应面议 -
 无纺生产线、直立棉机器、椰棕整条生产线面议
无纺生产线、直立棉机器、椰棕整条生产线面议 -
南平衣柜门_福建优质的衣柜门供应出售面议








