系统数控折弯机数控系统厂家五轴数控系统







1/6
- ¥2800.00
- 2024-12-17 14:01:04
- 广东
- 220v
- 数控系统,五轴数控系统,四轴数控系统,替..
- 陈锡平 13360334633
- 佛山微控工业自动化科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
联系人陈锡平
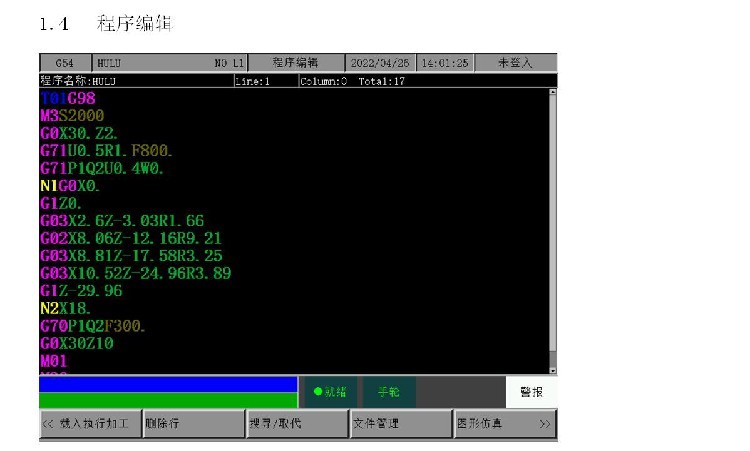
微控620TA数控系统的产品特点:1、1ms插补周期
2、工业以太网总线控制
3、共10个进给轴、4个主轴;每通道多6个进给轴、3个主轴
4、 小指令单位1μm或0.1um可选,高移动速度240m/min(0.1um单位下高100m/min)
5、适配伺服主轴可实现主轴定向、刚性攻丝、圆柱插补、极坐标插补
6、具备简易同步控制、混合控制、重叠控制、通道间干涉检测、等待M代码等特功能
7、路径间多主轴控制:主轴速度同步,有多主轴功能可不同路径,编码器反馈选择等功能
8、在线伺服调谐
9、伺服调谐数据的波形图、圆度轨迹图显示功能
10、支持伺服参数在线配置及伺服状态的监测
11、支持多个远程I/O单元的监控
12、零件程序后台编辑
13、在线编程向导
14、PLC梯形图在线编辑、监控
15、在线机床调试向导
微控数控系统620TA、630TA产品参数:
路径数:2路
控制轴数
大控制轴数:10个(合计), 每个路径多6个
大控制主轴数:4个(合计), 每个路径多3个
总线
坐标值(系)及尺寸
工件坐标系、局部坐标系、机床坐标系、工件坐标系1~6(G54~G59),附加工件坐标系
坐标平面选择
/增量编程、极坐标、英制/公制转换、直线轴/回转轴
路径控制功能
支持2路径控制,支持等待M代码
支持路径间*干涉检查
支持基于程序指令的同步/混合/重叠控制
支持均衡切削
支持路径间单程序段程序检测及路径间公共存储器
支持路径间主轴控制
准备功能
含70个G指令,包括快速定位、直线插补、圆弧插补(螺旋插补)、螺纹切削、极坐标插补、刚性攻丝、暂停、*补偿、工件坐标系、局部坐标系、宏程序调用、跳转、循环指令等
进给功能
高速度:240 m/min(μ级)、100 m/min(0.1μ级)
快速倍率:F0、25%、50%、*共四级修调
进给倍率:0~150%共十六级修调
快速移动/切削进给加减速:直线式,加减速的起始速度、终止速度和加减速时间由参数设定
支持前加减速控制,段间平滑过渡
CNC系统可以根据数控系统类型分为开环系统、闭环系统、半闭环系统等。
3.1 开环系统
开环系统没有反馈装置,系统只根据输入的程序控制机床运动,无法检测实际运动情况。
3.2 闭环系统
闭环系统具有反馈装置,可以实时检测机床的实际运动情况,并与输入程序进行比较,实现控制。
3.3 半闭环系统
半闭环系统介于开环系统和闭环系统之间,部分轴具有反馈装置,可以实现部分控制。
- 数控系统,五轴数控系统,四轴数控系统,替..
- 数控系统
- 陈锡平
- 广东
- 220v
- 全自动
- 2.5kw
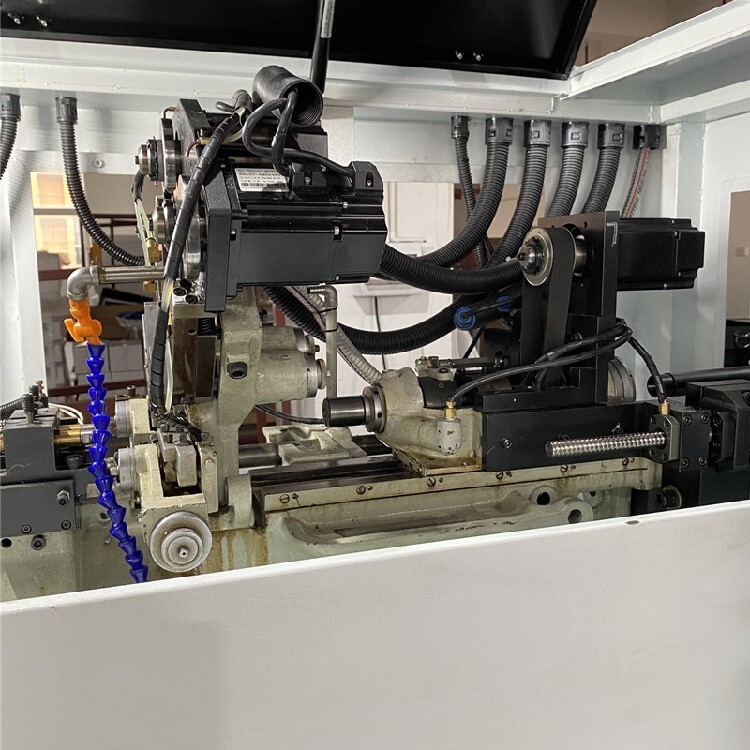
佛山微控工业自动化科技有限公司为你提供的“系统数控折弯机数控系统厂家五轴数控系统”详细介绍
数控系统信息
-
 数控精密机床山东CNC机床厂家宁江凸轮走心机¥ 59800
数控精密机床山东CNC机床厂家宁江凸轮走心机¥ 59800 -
 数控机床排刀精密数控车床加工中心中山数控排刀机¥ 45000
数控机床排刀精密数控车床加工中心中山数控排刀机¥ 45000 -
 微控3+3CNC机床数控车床数控车铣复合机床小型数控车床加工¥ 88000
微控3+3CNC机床数控车床数控车铣复合机床小型数控车床加工¥ 88000 -
 广西平床身数控车床LC-15小型数控车床厂cnc精密数控车床¥ 39800
广西平床身数控车床LC-15小型数控车床厂cnc精密数控车床¥ 39800 -
 精密数控机床贵州CNC机床厂家宁江凸轮走心机¥ 59800
精密数控机床贵州CNC机床厂家宁江凸轮走心机¥ 59800 -
 系统数控cnc数控车床系统替新代数控系统¥ 2800
系统数控cnc数控车床系统替新代数控系统¥ 2800






推荐信息
-
 数控排刀机床cnc数控车床精密零件加工数控排刀机厂家
数控排刀机床cnc数控车床精密零件加工数控排刀机厂家 -
 微控3+3CNC机床铣车复合数控机床小型木工数控车床
微控3+3CNC机床铣车复合数控机床小型木工数控车床 -
 斜轨数控车床价格法拉克数控车床排刀机CNC机床
斜轨数控车床价格法拉克数控车床排刀机CNC机床 -
 排刀机数控车高精密斜床身数控车床数控排刀机品牌
排刀机数控车高精密斜床身数控车床数控排刀机品牌



