齐齐哈尔玻璃钢标识桩警示桩标志桩和玻璃钢檩条产品






- ¥8.00 ≥ 1kg
- 2020-03-02 10:55:03
- 华强
- 玻璃钢
- 标志桩,标识桩,警示桩
- 河北华强科技开发有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
浸渍时间:增强材料的浸渍时间以浸透表面毡和无捻粗纱为,每批原材料以试验为依据,普通增强材料的浸渍时间为60—120s。

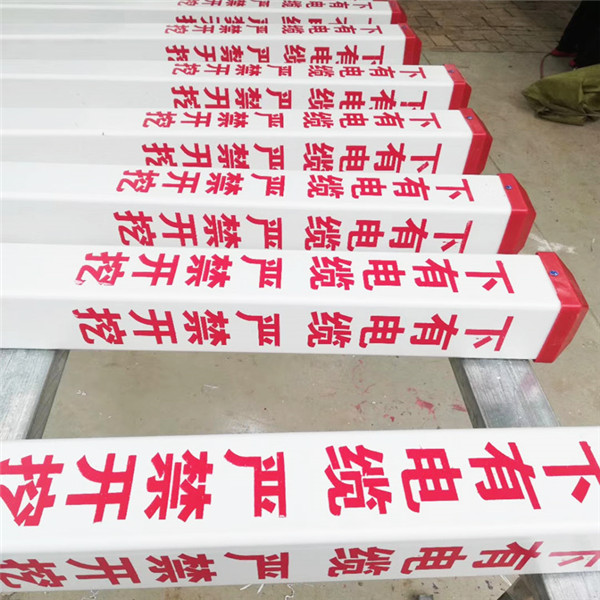
玻璃钢标志桩、标识桩、警示桩
的耐腐蚀性树酯基复合材料与普通钢的电化学腐蚀机理不同,它不导电,在电介质溶液中不会溶解出离子,因而对大气,水和一般浓度的酸,碱,盐等介质具有良好的化学性,特别是在非氧化性强酸和相当广泛的ph值范围内的介质中都具有良好的性。因此,目前广泛用于制造耐腐蚀制品,以用于不锈钢对付不了的某些介质(如,,二氧化碳,稀硫酸,次和等)的腐蚀,发挥了良好的作用。玻璃钢标识桩标志桩警示桩是日常生涯傍边的型材,当初各个行业傍边应用的较多,玻璃钢是由树脂和玻璃纤维纱构成的大要构造,分子与分子之间的组合异常稳固,它不只仅拥有着异常高的耐酸碱,耐腐蚀性而且耐风化的感化也是异常凸起的,能够应用在许多腐蚀形中,而且不须要做特别处置。这种型材的表面方面也,愈加雅观,它的色彩是在出产质料中增添的染料,以是它的色彩是异常均匀的散布在产物的各个部位,不会发生褪色的情形。玻璃钢标识桩标志桩警示桩的色彩多样,光彩柔和,和塑钢一样,能够有多种色彩,便于城市色彩计划,不不锈钢的反光污染。同时拥有的电绝缘性、无电磁性和电火花,可应用在有导电伤害、对磁性的装备地区,以及易燃。
玻璃钢标志桩、标识桩、警示桩
按产品生产定额配置适量的大料和小料,并检查穿纱是否层次分明,排列有序,有无交叉错乱现象,检查表面毡和内毡是否放置好,轴是否可以顺畅转动出毡,5.好牵引绳,并试机观察气压,牵引转速,树脂槽装置,加温控制,各部电气开关,上下水,电,气等情况,确认无问题后方可开机生产。玻璃钢拉挤成型工艺是将渗透胶液的无捻粗纱、毡、带或布等加强材料,在牵引力的感化下,经由模具加热拉挤成型、固化,一直地出产长度不限的玻璃钢型材。重要出产管、棒、异型材、板等玻璃钢型材。拉挤成型工艺的长处是:装备简略,造价低,出产率高,便于造成化出产线,产物品质稳固;能充足施展加强材料感化,力学性能高,是纵向的强度和模量;原材料的无效应用率高。

玻璃钢标志桩、标识桩、警示桩
固化温度、固化时间:固化温度是整个拉挤工艺中关键的部分。根据树脂固化时所需的热量和树脂固化放热曲线,再配合拉挤的牵引速度,将模具分为:预热区、凝胶区和固化区。三区加热部分分别由自动化设备来控制加热部分的温度。产品在模具出口应达到90%左右的固化率,能够承受牵引设备的牵引力和夹持力。但在高温下强度和模量会有一定程度的,一般拉挤型材的适用温度范围为-50℃-100℃。1.6热学性能拉挤型材是一种绝热材料。热系数比普通塑料低得多。在高温下不会熔化拉挤在低温下具有优良的力学性能。

- 华强
- 标志桩,标识桩,警示桩
- 标志桩
- 王经理
- 华强
- 玻璃钢
- 其它
玻璃钢信息
-
 潍坊正压送风口安装厂家¥ 150
潍坊正压送风口安装厂家¥ 150 -
 沼气压缩机报价大型活塞式无油沼气压缩机天然气压缩机工厂直销货号¥ 109000
沼气压缩机报价大型活塞式无油沼气压缩机天然气压缩机工厂直销货号¥ 109000 -
 果树开沟施肥机厂家直销,小型开沟施肥机,果树施肥机,开沟施肥一体机面议
果树开沟施肥机厂家直销,小型开沟施肥机,果树施肥机,开沟施肥一体机面议 -
 香港公司开那个银行比较好面议
香港公司开那个银行比较好面议 -
 渣土车视频监控系统丨车载硬盘录像机丨gps车辆监控面议
渣土车视频监控系统丨车载硬盘录像机丨gps车辆监控面议 -
 泸州复式钢结构楼层板厂家积极面对市场困惑¥ 58
泸州复式钢结构楼层板厂家积极面对市场困惑¥ 58









