长沙生产聚氨酯保温钢管规格型号






- 面议
- 2024-07-25 04:16:37
- 聚氨酯保温钢管
- 刘经理 18731715552
- 沧州友鸿管道有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
一般来说好的聚氨酯直埋保温管厂家在生产方面会认真仔细,不会有一些摩擦瑕疵等出现。伪劣聚氨酯直埋保温管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。钢材的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而伪劣材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于伪劣材厂家产品切头少,头尾会出现大耳子。
聚氨酯保温管道在钢管中的比例近几年稳定在42%~45%左右,焊管有上升的趋势。聚氨酯保温管道与焊接钢管比较是材料的可靠性和品种适应性强,尤其适应厚壁和合金钢的生产。主要问题是投资高、成本高、制造工艺复杂,壁厚和椭圆度公差大。而焊接管实际上是板材的深加工产品,在价格相近的条件下,聚氨酯保温管道的市场竞争力因其可靠性强而提高,随着钢板质量的不断改善和焊管技术装备水平的提高,部分聚氨酯保温管道占据的市场,有被焊接管替代的可能性,但这只是非常有限的领域。
在钢管两端各设置1台测长小车,初始位置为零位,间距为L。然后移动编辑器长度到各自钢管管端的行走距离(L2、L3),L-L2-L3,即为钢管的长度。 这种测量方式克服了钢管体积庞大,生产现场环境复杂,测量机构无法穿越钢管下部支撑台架等困难。这种方法操作方便,测量精度在±10mm以内,重复精度≤5mm。
聚氨酯保温管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。聚氨酯保温管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。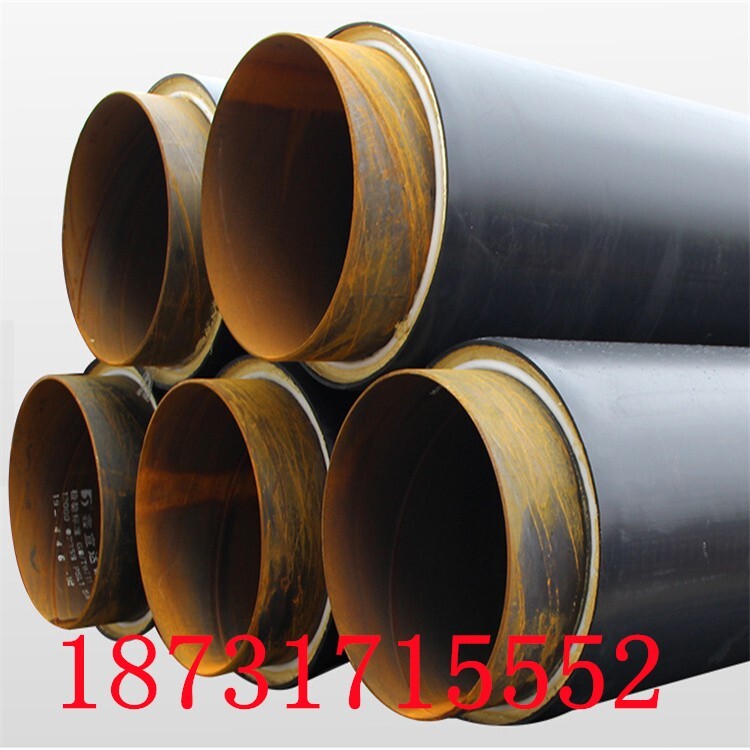
聚氨酯保温钢管硬泡原材料及配比应适合于浇注施工,浇注施工后聚氨酯发泡对模板产生的鼓胀作用力应尽可能小;为了抵抗浇注施工时聚氨酯发泡对模板可能产生的较大鼓胀作用力,可在模板外安装加强筋,脱模后外层规格。浇注结束30~40分钟后方可拆模。浇注后的聚氨酯硬泡保温层应充分静置24小时后,再进行下道工序的施工,外脚手架使用前应检查脚手板是否有空隙、探头板、栏、挡 脚板,确认合格,方可使用,作业过程中遇有脚手架与建筑物之间的拉接,未经领导同意, 严禁拆除。
管道振动产生的危害主要包括:
(1)直埋保温管的长期振动会危害管道焊缝
由于持续或者间接的振动,会对管道焊缝产生交变应力。交变应力容易使焊缝及其热影响区产生疲劳裂纹,从而导致蒸汽泄漏,影响安全。
(2)钢套钢保温管道的振动会损坏管道上的安全附件
管道振动也会对压力表、安全阀等附件造成影响,如:压力表表盘的指针振动不但影响正常指示,还容易在焊缝处产生疲劳裂纹,造成损坏。
(3)振动比较严重的钢套钢保温管还会威胁锅炉机组的安全温度运行。
(4)蒸汽保温管道的振动直接影响管道的使用寿命。
由于水击现象引起的振动,会对管壁和弯头产生冲刷,导致管道局部变薄,在交变应力的作用下,容易形成裂纹等缺陷
(5)因为直埋保温管有着高温高压的特性,如果管道的异常震动比如共振现象那势必会对在生产一线的员工造成心里恐慌,间接的导致生产效率严重下降。
- 聚氨酯保温钢管
- 保温钢管
- 刘经理



