日照45#钢板切割-容器板零割异型件等离子加工




- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2025-02-09 19:28:50
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 山东日照
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
日照45#钢板切割- 李晓波:当今正处在新科技的前夜,特厚钢板切割业的前景广阔。目前,有200多种业产品的产量居,是名副其实造大国,但还不是创造大国。我们尽快从模仿者、跟随者转变为者。在的进程中,要敢于个吃螃蟹。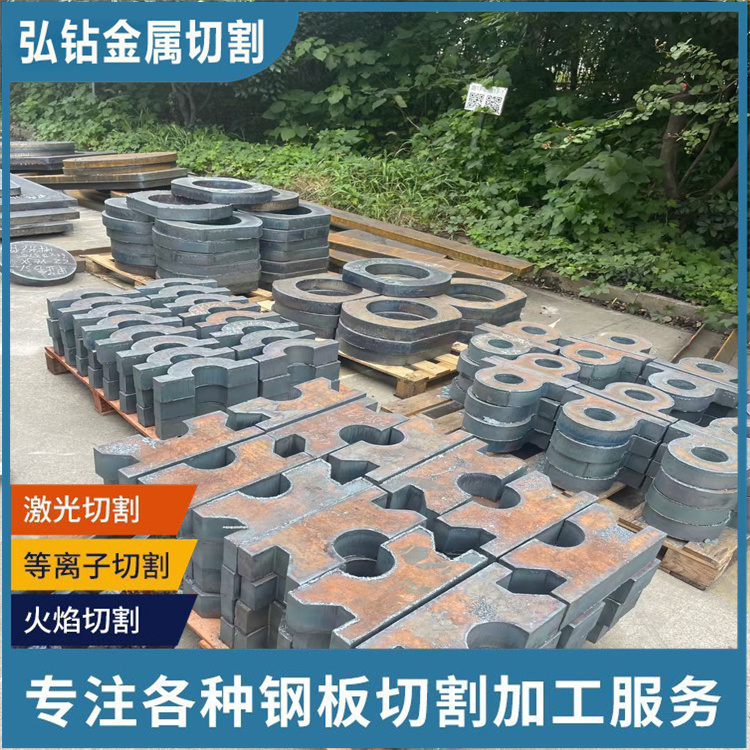
3.1在进行自动切割时,吊钢板至气割平台上,应钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,切割直度和切割速度。
钢板切割-钢板零割 排除:按照切割规程要求,重新设定穿孔延时时间。故障三:切割的件尺寸与套料图中的件尺寸不符,且切口质量差。原因:驱动齿轮磨损严重,使得齿轮与轨道齿条的啮合间隙过大,从而在切割过程中驱动系统产生偏差。排除:更换驱动齿轮,定期检查易损件,如磨损超标就更换。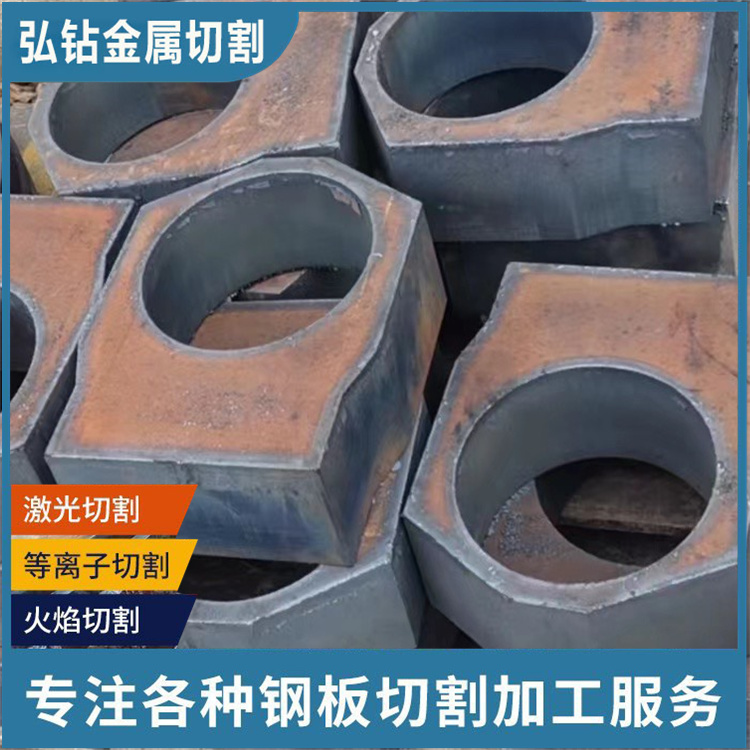
日照45#钢板切割-容器板零割异型件 等离子加工 1.不同种类的钢板,其在加要求上是否一样。钢板,从目前来看它是有不同种类,而对不同钢板进行加,即为进行钢板加,其在加要求上是会有一些不同之处,是可能会有一些不同的加要求。不过,其也是有一些相同点,比如都要求在加过程中钢板不能出现变形这一现象问题。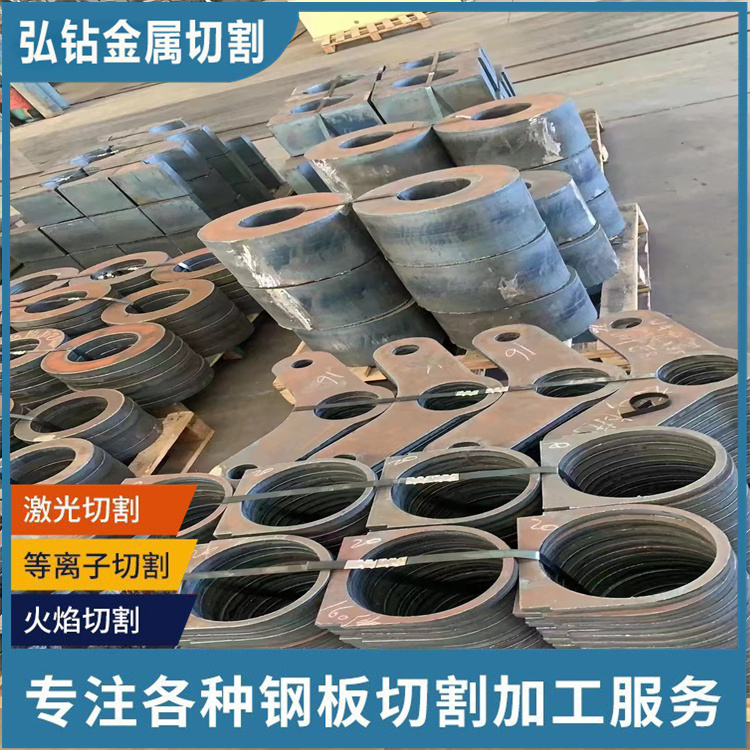
1.激光切割低碳钢时,件出现毛刺造成加件产生毛刺的主要原因:激光焦点的上下位置不正确,需要做焦点位置测试,根据焦点的偏移量进行;激光的输出功率不够,需要检查激光发生器的作是否正常,如果正常,则?。
4.热影响区的宽度主要是针对于一些可硬化或可热处理的低合金钢。如果宽度过宽,则会改变切口周围的性能。经试验表明,空气等离子弧切割时热影响区的宽度一般为0.3mm,如果在水下进行操作,其宽度还可以更窄。5.挂渣量就是指在热切割后,在切口下缘上,粘附的氧化物熔渣或重新凝固材料的含量,可以通过进行观察,一般可分为无、轻微、中等和严重这四个等级。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 山东日照
- 王经理
- Q345R
- 宝钢



