云南钢板卷圆规格



- ¥30.00
- 2025-03-11 03:35:26
- 钢板卷圆
- 王恒远 15882366614
- 成都市川泰聚好阀门有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
在加工弯曲后,弯管经过热处置有效地再结晶,使微裂纹变成晶体。在室温和较高温度下,产品屈从强度和拉伸强度不受影响。它的效果,但微裂纹能够招致沟槽冲击值的显着变化。加工弯曲过程中,汽车主要用作负载,因而它将被管道向前拉。在运用过程中,为了改善弯曲,弯曲管子以避免局部壁厚过烧和变薄,并且有效量减少和反弹。提升装置。弯臂和弯曲主轴是一体的,因而能够改动弯曲轴这样,夹紧模具上下挪动,不只构造合理,而且在一定水平上增加了机械部分强度,简化了有效构造,有效简化了电路。钢板钢板卷圆加工当运用弯头时,它不只能够避免汽车与模具碰撞,还能够确保终弯曲的顺利完成。在运用过程中,资料能够被切割和损坏,降低了消费本钱,并且床是焊接的,简单,紧凑。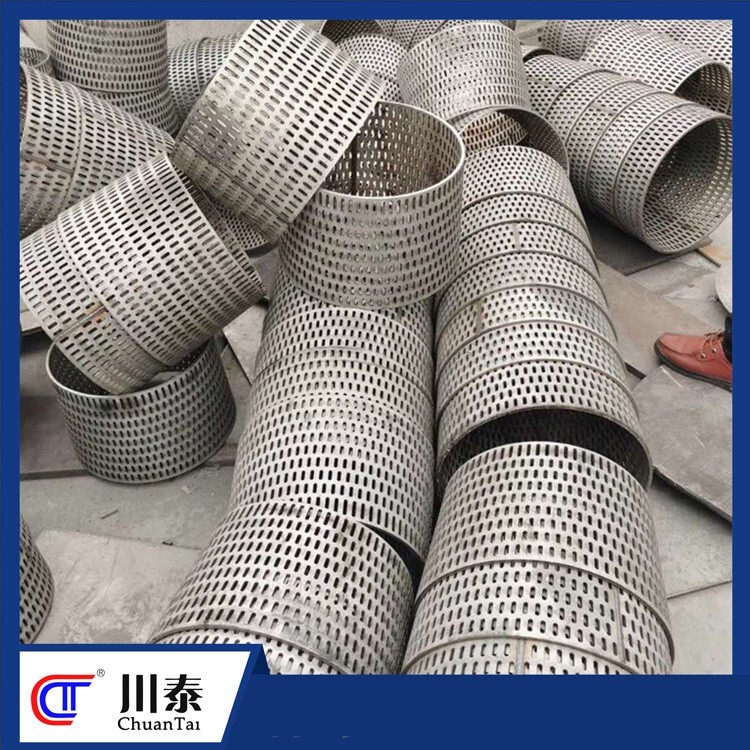
钢板卷板的工艺过程和注意事项:卷板前,应对设备加注润滑油,开空车看其传动部分是否运行正常,并根据需要调整滚轴间的距离;加工的板材厚度不能超过设备允许的大厚度;卷制直径很大的圆筒时,有行车配合,以防止钢板因自重使已卷过的圆弧部分回直或压扁;卷制板材末端时,操作人员应站在两端,以防钢板下滑而发生事故;在卷圆过程中应用配套内圆样板检查钢板的弯曲度;在室温低于-20℃时,应停止卷板,以免钢板因冷脆发生开裂.
钢卷,又称卷钢,是钢材经热压或冷压成卷状,有热轧卷和冷轧卷之分。热轧卷是钢坯再结晶前的加工产品,冷轧卷是热轧卷的后续加工,一般重量约为15-30T。
钢板则是用钢水浇注,冷却后压制成平板状,亦有热轧和冷轧之分。一般钢板是矩形的,可直径轧制或宽钢带剪切而成,按厚度不同,分为薄钢板<4㎜(薄0.2㎜),中厚钢板4-60㎜,特厚钢板60-115㎜。
所以,钢卷和钢板的联系与区别不言而喻,两者的形状有着本质上的不一样,也就表明了两者的应用范围的不一样。
一、钢卷和钢板的联系
钢卷和钢板都是高强度钢,牌号Q420钢,强度高,特别是正火或正火加回火状态有较高的综合力学性能。
二、钢卷和钢板的区别
1、形状不同:尽管都有厚薄之分,但二者的形态完全不同。
2、用途不同:前者主要用于船舶、汽车、家电与容器等,后者则主要应用于桥梁、电站设备、中高压锅炉、高压容器、起重机械、矿山机械及其他大型焊接结构件。
3、运输难度不同:钢卷运输要求高且难度大。
4、合金元素和钢中碳成分不同:不同种类的钢材,合金元素与钢中碳成分都有差别。
钢板大型卷圆的加工特点:
要选择塑性好的材料,冲压件的生产中,有些圆筒状的加工需要材料具备良好的延伸性,半径越大变形程度越大,材料越容易开裂,要选择延伸率大的材料,例如不锈钢、黄铜、铝合金等材质的塑性较好。
大型卷圆加工直径要合适,直径的大小取决于轴压模,直径过小会影响稳定率,过大容易产生开裂现象,对成型工序影响很大。在金刚石切割弯曲中,直径保持在20-50是合适的。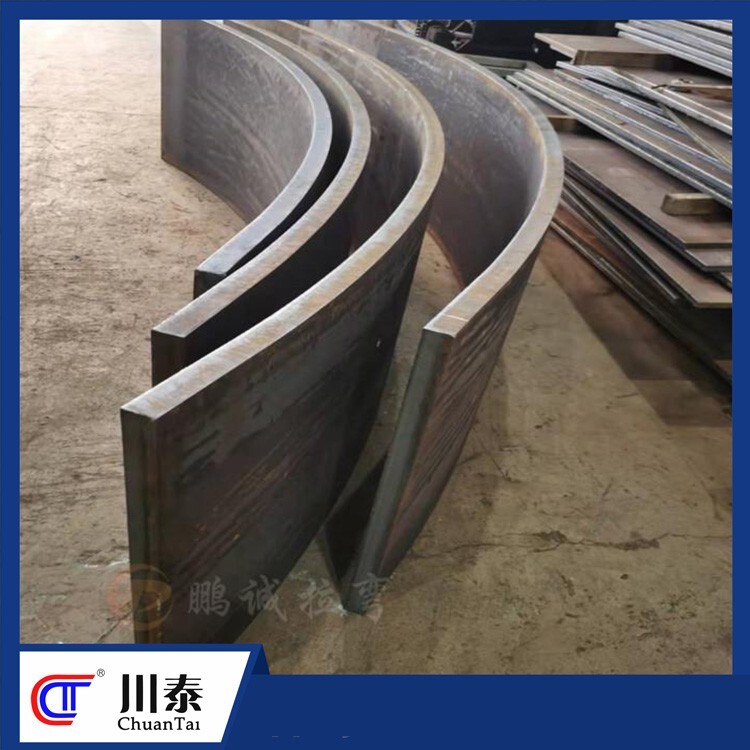
在进行卷圆工作时,我们要在加工的钢板材料中间画一条线作为控制线,然后再把卷圆加工的钢板两部分分别卷成两个半圆形。然后我们会发现平圆的直线段就是剩下的直边部分。
钢板卷圆的质量受焊缝大小影响因素是非常大的,主要要包括焊接工艺参数、焊丝形位参数、焊剂流量、焊剂工艺性能以及成型缝等多方面的综合因素。
钢板卷圆的焊接工艺参数的影响主要包括两方面:
(1)焊接电流根据螺旋钢管的生产特点,通常内焊使用较小的焊接电流,而外焊使用较大的焊接电流。但是,在较大焊接电流条件下,熔池的搅拌作用加剧,且焊丝的熔化量也相应增多,得到的焊缝余高增高,焊缝成型恶化,边缘过渡较差。
(2)焊接电压由于焊接电弧呈圆锥形状,而焊接电压的大小直接影响到电弧的长短。因此,随着焊接电压的增加,电弧长度增加,电弧斑点的移动范围扩大,熔池变宽,会得到较宽的焊缝成型。如果在水平位置进行焊接,仅会使焊缝的宽度发生变化,而不会影响焊缝的边缘过渡。但螺旋焊管的外焊是在斜坡上进行焊接,熔融状态的焊缝金属在重力作用下会发生侧向流淌。由此可知,焊接电压越大,熔池越宽,焊缝金属发生侧向流淌的趋势就越严重,终导致焊缝金属偏流。
- 钢板卷圆
- 钢板
- 王恒远



